Ein kleiner Technik-, Projekte-, Ideen- und Bastler-Philosophie Blog!
Series: DIY 3D-Drucker
In dieser Projekt-Serie wird der Aufbau eines DIY 3D-Druckers vorgestellt. Die Serie beinhaltet eine detaillierte Beschreibung der einzelnen Komponenten, den Aufbau des Druckers im Schnelldurchlauf und die Erfahrung der ersten 3D-Drucke.
Dieser Artikel ist Teil 1 von 14 aus der Projekt-Serie DIY 3D-Drucker
Vor kurzem konnte ich noch nicht erahnen, dass mich das 3D-Drucker-Fieber erwischen würde.
Das war vermutlich etwas zu kurz gedacht, denn inzwischen gibt es spannende Möglichkeiten, gute und äußerst preisgünstige Selbstbau-3D-Drucker Projekte zu starten.
Im Grunde ist ein 3D-Drucker nichts anderes als eine kleine CNC-Fräsmaschine mit einer Kunststoff-schmelz-und-quetsch-einheit anstelle einer Frässpindel. Auch ist ein solcher 3D-Drucker meist etwas leichter aufgebaut, da wesentlich geringere Queerbelastungen auf die Achsen auftreten als beim erbarmungslosen Fräsen.
Kurzum, ein 3D-Drucker hat im Normalfall 3-Achsen, welche sich mit Schrittmotoren in X-,Y- und Z- Richtung bewegen lassen. Angesteuert werden die Achsen meist mit einem Arduino als Mikrocontroller oder alternativ einem speziellen Controller, welcher für den 3D-Druck optimiert wurde.
Kleine 3-Achsen DIY FräsmaschineKleiner 3-Achsen DIY 3D-Drucker
An dieser Stelle einmal die Beschreibung zum Thema 3D-Drucker aus der Wikipedia:
Beim 3D-Druck (auch 3-D-Druck[1]) werden dreidimensionale Werkstücke schichtweise aufgebaut. Der Aufbau erfolgt computergesteuert aus einem oder mehreren flüssigen oder festen Werkstoffen nach vorgegebenen Maßen und Formen (CAD). Beim Aufbau finden physikalische oder chemische Härtungs- oder Schmelzprozesse statt. Typische Werkstoffe für das 3D-Drucken sind Kunststoffe, Kunstharze, Keramiken und Metalle. 3D-Drucker werden in der Industrie und der Forschung eingesetzt. Daneben gibt es Anwendungen im Heim- und Unterhaltungsbereich sowie in der Kunst.
Der 3D-Druck ist ein generatives Fertigungsverfahren, nach dem Aufbauprinzip als additive Fertigung bezeichnet.
Demnächst wird also dieser Blog mit einer Reihe von Artikeln über den Aufbau eines DIY-3D-Druckers fortgesetzt.
Der Bauraum wird 220 x 220 x 250 mm groß. Die minimale Druckhöhe beträgt 0,1 mm. Die Druckdüse besitzt einen Durchmesser von 0,4 mm. Die Druckgenauigkeit beträgt 0,012 mm auf der X- und Y-Achse sowie 0,004 mm auf der Z-Achse. Der Drucker verfügt über ein beheiztes Druckbett. Die Bedienung erfolgt über ein Display mit Dreh-Druck-Schalter oder per USB. Damit erfüllt der Drucker grundsätzlich aktuelle Mindestanforderungen an semiprofessionelle Geräte – zumindest in der Theorie.
Wir können gesapnnt sein, wie das Ergebnis aussehen wird!
Dieser Artikel ist Teil 2 von 14 aus der Projekt-Serie DIY 3D-Drucker
Der Bau eines 3D-Druckes ist nun also wie im Artikel Projekt 3D-Drucker Intro 1/2 angekündigt eine beschlossene Sache. Aus welchem Grund ich mich dafür entschieden habe, soll in diesem Artikel erläutert werden.
Ein 3D-Drucker eignet sich besonders gut um individuelle Produkte in den eigenen 4 Wände herstellen.
Wer kennt diese Situationen nicht: ein Griff vom Küchenschrank, Schlafzimmerschrank oder auch der Lautstärkeregler des Lieblingsradios ist verloren gegangen oder wurde unsanft noch auf den letzten Stufen vor der Wohnungstür, abgebrochen. Wenn es sich dabei um Sonderanfertigungen handelte, kann ein Ersatzteil ziemlich teuer werden. Die Suche nach einem Ersatz im Baumarkt gestaltet sich dabei ziemlich schwierig. Meist bleibt es bei einer Notlösung, wobei eher die Funktionalität statt der Optik im Mittelpunkt steht. Ein 3D-Drucker kann hier Abhilfe schaffen.
Das ist einer der Gründe, weshalb ein 3D-Drucker Sinn machen kann. In meinem Fall geht es hauptsächlich um den Gehäusebau für kleinere Elektronikprojekte.
Vor Allem aber, geht es um die Freude, mal wieder ein größeres Technik-Projekt zu starten. Mit solchen Projekten kann man viel über die eingesetzte Elektronik, Mechanik sowie der Programmierung entsprechender Software lernen.
Ein paar Beispiele von 3D-gedruckten Objekten aus den Weiten des Internets sind hier zu entdecken:
Wie im Intro zum Projekt 3D-Drucker angekündigt, folgt nun der Projektstart.
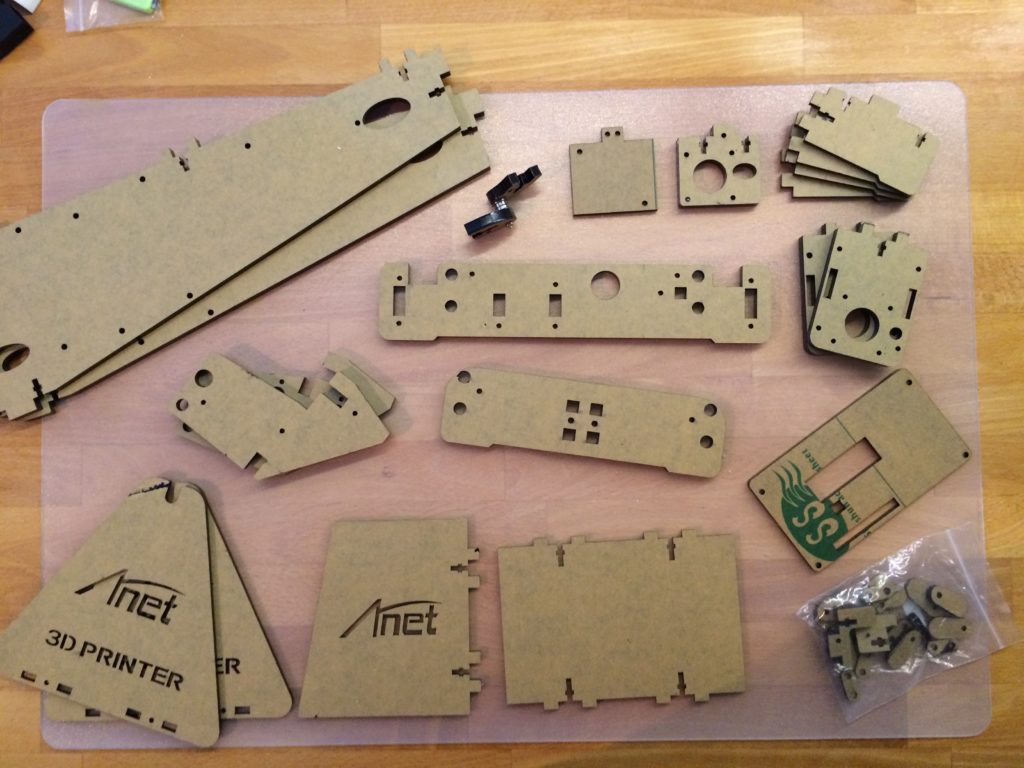
Wir fangen mit ein paar Hintergrundinformationen zum DIY 3D-Drucker Model an. Gebaut wird ein ‚Anet A6‘ Drucker, welcher als DIY Bausatz erhältlich ist. Geliefert wird der Drucker mit allen benötigten Teilen in einer Mischung aus Kunststoffformteilen, Schrittmotoren, Führungs- und Gewindestangen, Steuerelektronik, Leitungen und Schrauben und weiterem Zubehör.
Ausgepackt, scheint der Aufbau nicht aufwändiger zu sein, als ein Überraschungsei-Spielzeug zusammen zu pappen.
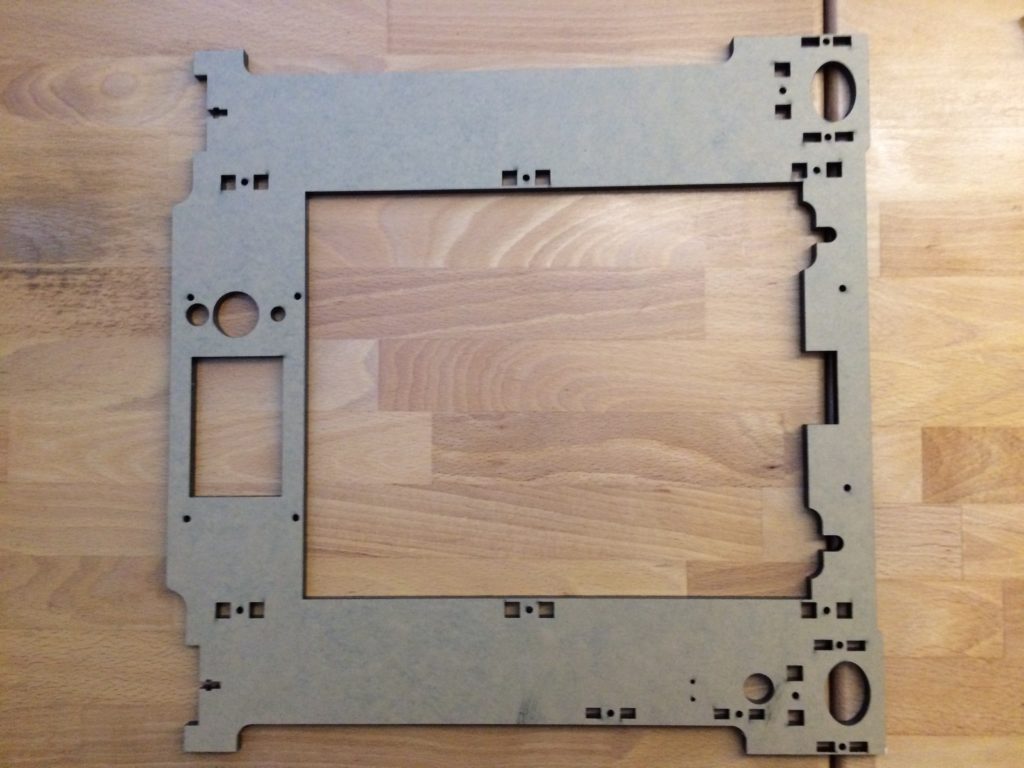
Übersicht der Bauteile für den Anet A6 3D-Drucker.Kunststoffformteile (noch mit Schutzfolie).Kunststoffformteil „Mainboard“ für den Anet A6.Führungsschienen (418mm, 380mm, 340mm) und Gewindestangen (M8x400mm, M8x318mm, M8x150mm).Schrittmotoren (2x Z-Achse, 1x X-Achse und 1x Y-Achse) Typ: 42SHDC3025-24B. Interessanter Weise haben die Schrittmotoren den Aufdruck „Anet 3D“, wurden also für Anet hergestellt.Heizbett (Heat bed): Die beheizte Druckplatte ermöglicht es, zu drucken ohne die Haftung des Druckbetts zu beeinträchtigen und verhindert das Warping.Steuerelektronik (In einem späteren Beitrag wird auf die Steuerelektronik detaillierter eingegangen).Display und Bedieneinheit mit LCD-Display, Piezzo-Piepser, Drehencoder und Bestätigungstaste.
Die Bauteile machen qualitativ einen guten Eindruck. Die Kunststoffformteile müssen jedoch noch aufwändig von den Schutzfolien getrennt und auch entgratet werden. Aktuell sind diese Teile noch zu scharfkantig, was bei der späteren Nutzung des Druckers störend sein kann.
Im nächsten Beitrag werden die einzelnen Komponenten genauer betrachtet und vorgestellt.
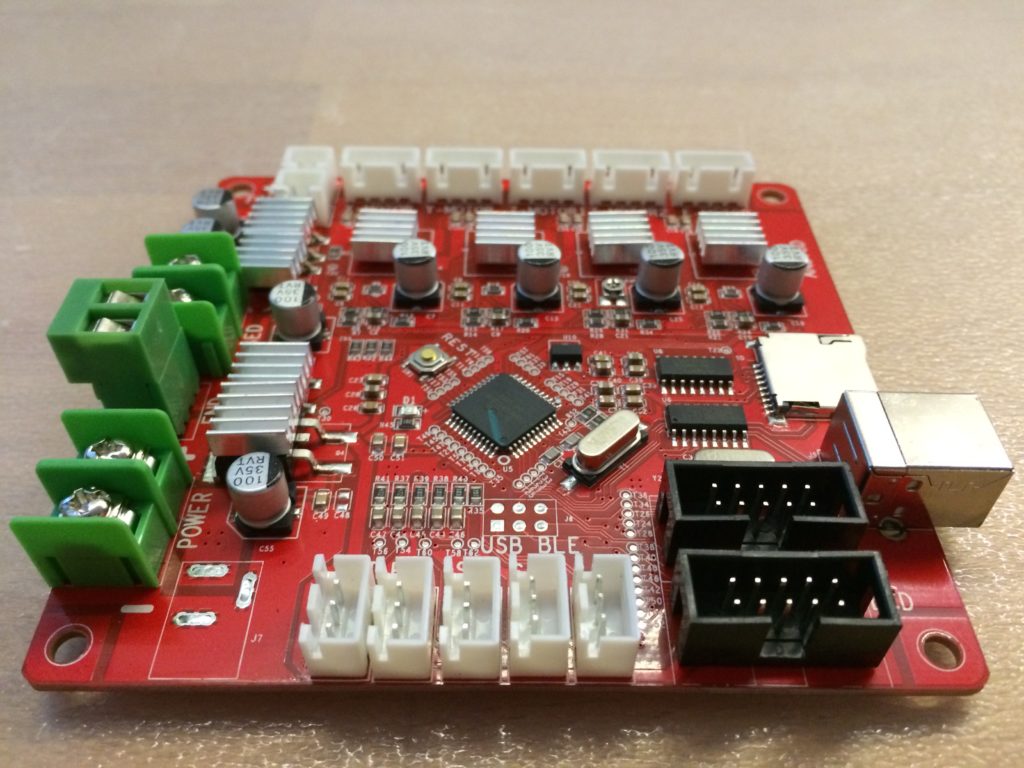
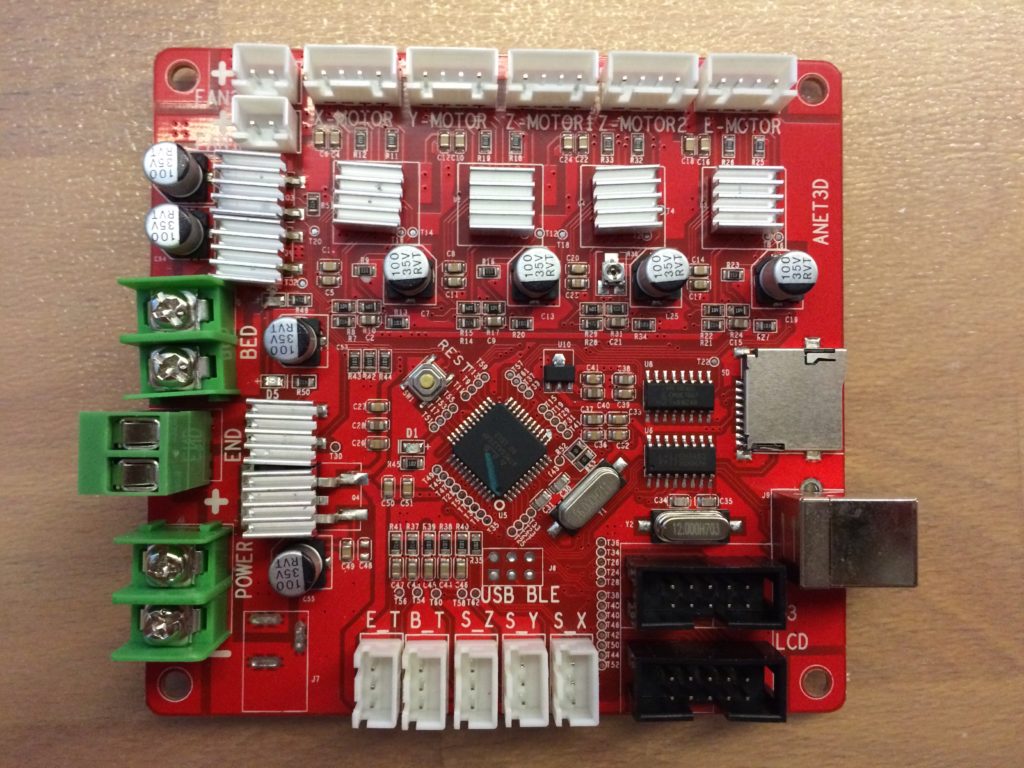
Kommen wir zum Thema Steuerelektronik des Anet A6 3D-Druckers.
Als Controller ist ein Atmel Atmega 128 verbaut, welcher mit einem 16MHz Quarz getaktet wird.
Unter den Kühlkörpern befinden sich die Treiberstufen für die Schrittmotoren. Diese sind für bis zu 2 Ampere pro Phase ausgestattet und sollten damit genügend Power für die Stepper haben.
Die Steuerplatine ist mit einem USB-Anschluss (blau) und einem Micro-SD-Karten Einschub (gelb) ausgestattet. Der 3D-Drucker kann damit entweder einen Druckauftrag über den Computer erhalten oder direkt mit Druckdaten auf einer SD-Karte versorgt werden.
Das Layout der Platine macht einen wertigen Eindruck.
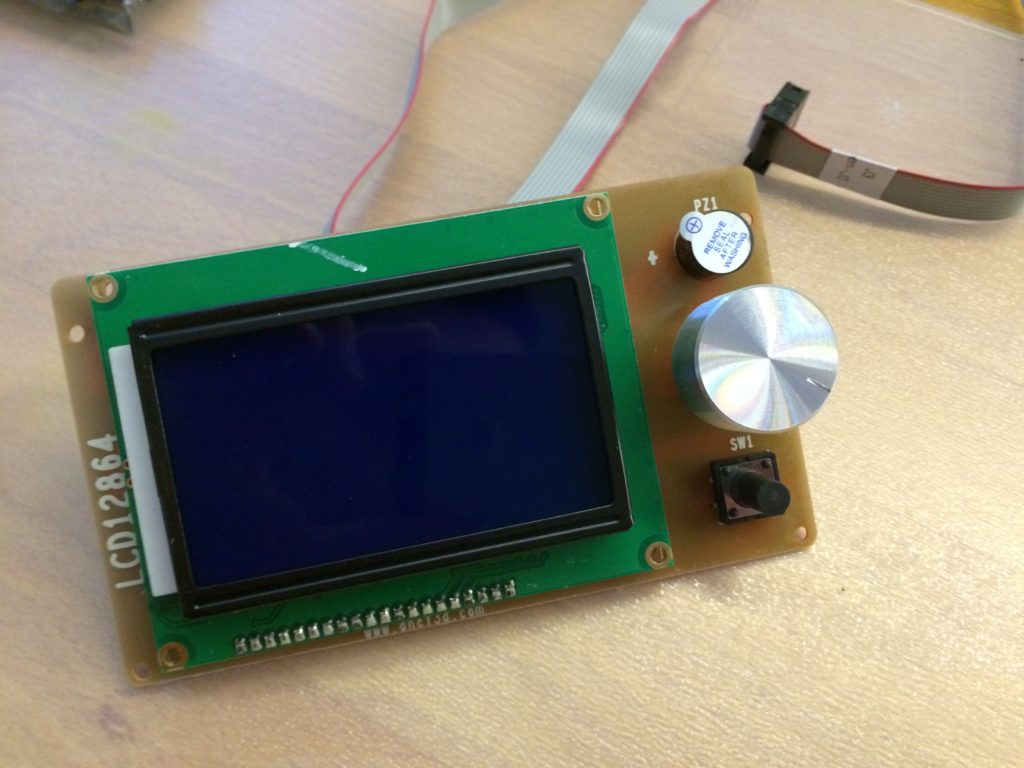
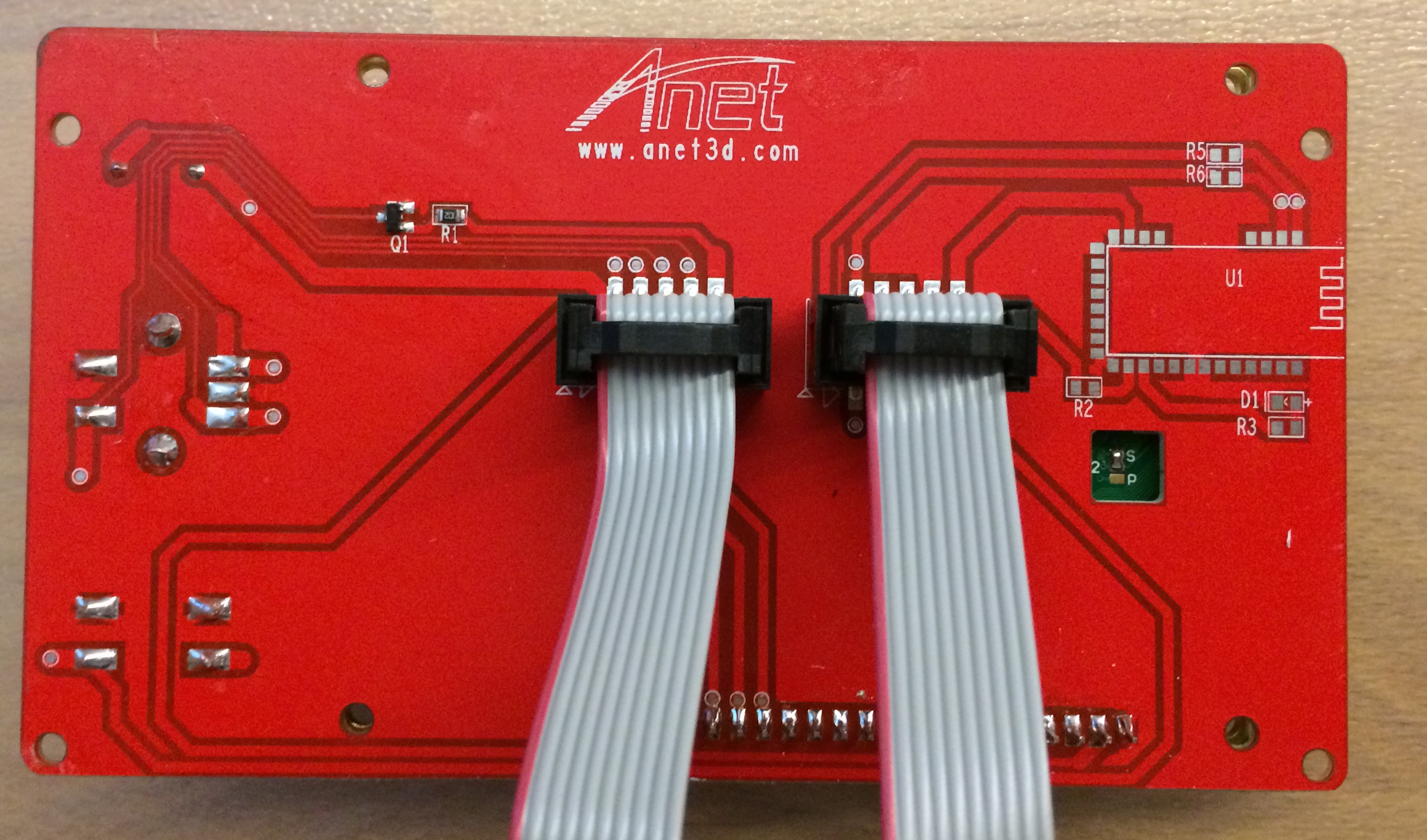
Kommen wir zur Display- und Bedieneinheit.
Der 3D-Drucker ist mit einem LCD12864 Vollgrafikdisplay mit 128×64 Pixel ausgestattet. Für den Anschluss an die Controller-Platine sind 2x 10Pol-Pfostenstecker vorgesehen. Als Chipsatz ist ein ST7920 verbaut.
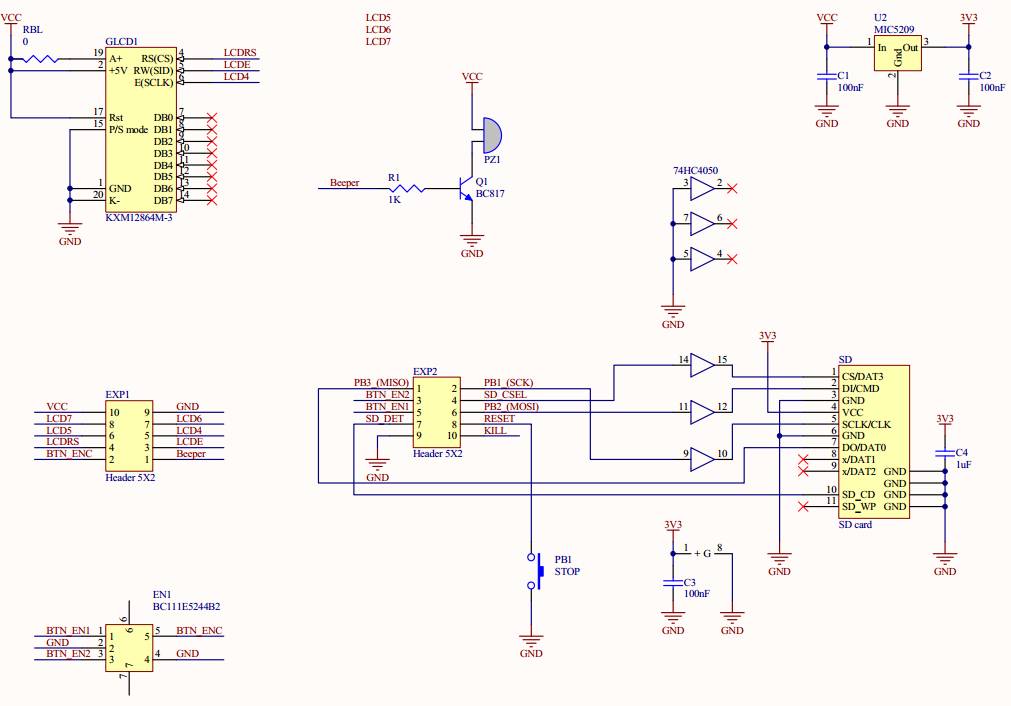
Im Schema sieht das Ganze dann so aus:
Klick zum vergrößern.
LCD Daten:
75mm x 52.7mm x 8.9mm
Interface: 8-bit Parallel
Auflösung: 128×64 Pixel
Farbe: weiß auf blau
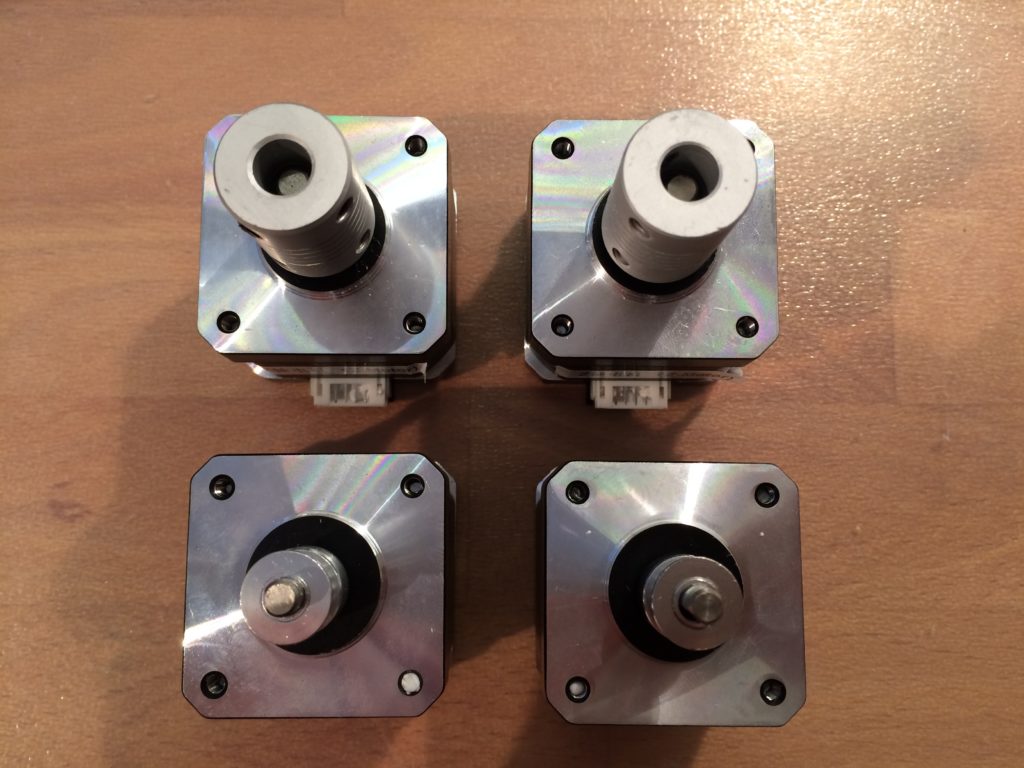
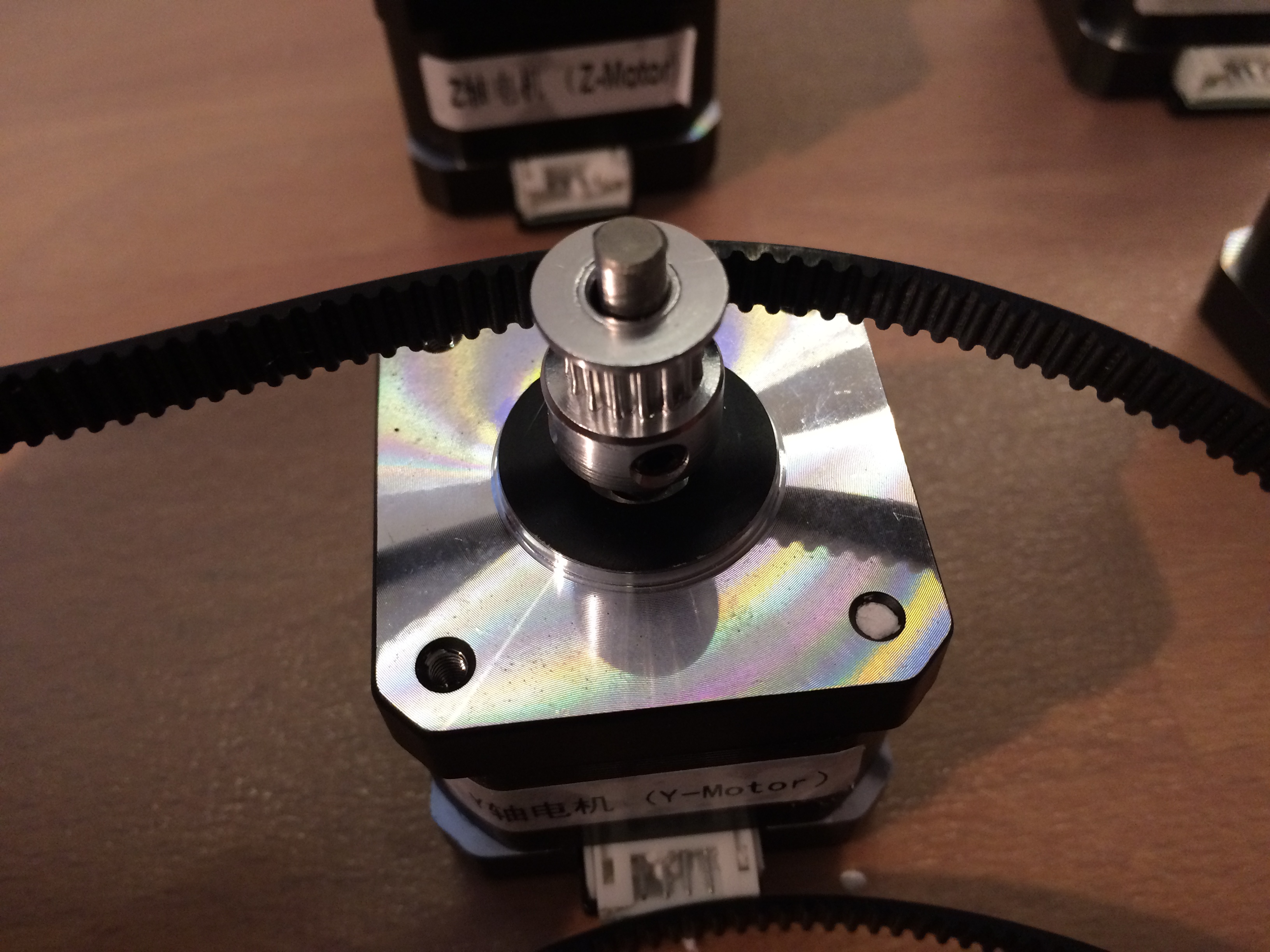
Insgesamt findet man 6 Motoren bei der Druckerhardware vor.
5 Schrittmotoren für die Achsen: 2x Z-Achse, 1x X-Achse und 1x Y-Achse sowie für den Filament-Extruder (Kunststoff-schmelz-und-rausquetsch-einheit).
Typ: 42SHDC3025-24B
Hersteller :Causn
Haltekraft:450mN.m
Schrittwinkel:1,8°
Phasen:2
Spannung:3,75v
Strom:1,5A
Antriebsmethode:2-2 Phase
Motor Länge:40 mm
Innenwiderstand:5,0 Ohm
Solche Schrittmotoren gehören inzwischen zum Standard und sind als NEMA42 Motoren in einschlägigen DIY-Projekten ein immer gern gesehener Antrieb. Die Motoren sind stark genug, relativ klein und haben einen sehr ruhigen Lauf. Informationen zur Ansteuerung von Schrittmotoren mit Arduino Mikrocontroller und Pololu-Treiber für andere Projekte gibt es hier: Schrittmotor (Stepper) mit Arduino und Pololu Treiber
Der Schrittwinkel von 1,8° bedeutet, dass für eine Umdrehung der Motorachse 360°/1,8° = 200 Schritte benötigt werden. Damit ist eine präzise Positionierung möglich. Die übliche Ansteuerung der Wicklungen eines Schrittmotors sind Vollschritte. Auf diese Betriebsart ist ein Motor ausgelegt und damit hat er die höchste Leistung/Drehmoment.
Meist werden die Schrittmotoren in sogenannten Microstepps betrieben. Ein 4x-Microstepp bedeutet, dass für eine Umdrehung der Motorachse 360°/1,8° x 4 Microstepps = 800 Schritte benötigt werden. Somit ist eine noch Höhere Präzision erreichbar, jedoch geht die Kraft dabei zurück.
Hier gibt es einen praktischen Rechner zum Thema Schrittwinkel, Microstepps, Gewindespindelsteigung und die damit resultierende Auflösung: http://www.prusaprinters.org/calculator
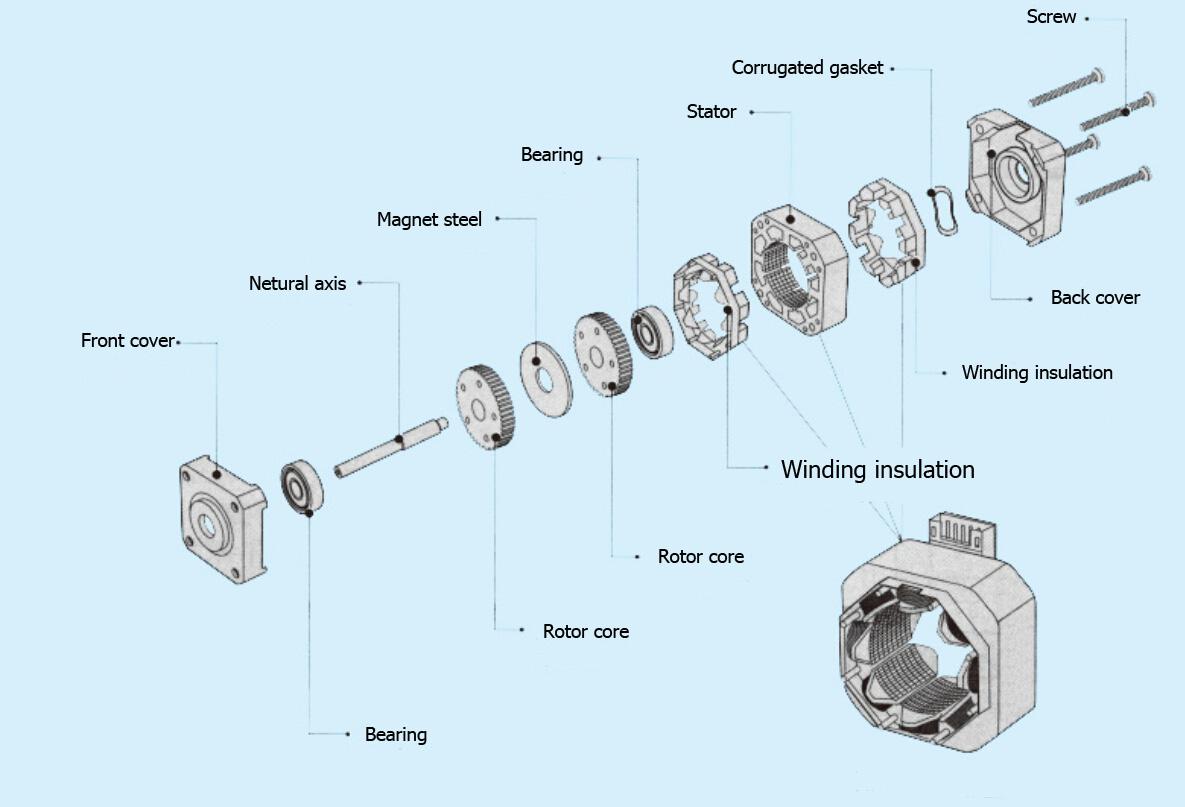
Abmessungen der Schrittmotoren:
Das Anschluss- und Schrittsequenzdiagramm:
Der mechanische Aufbau:
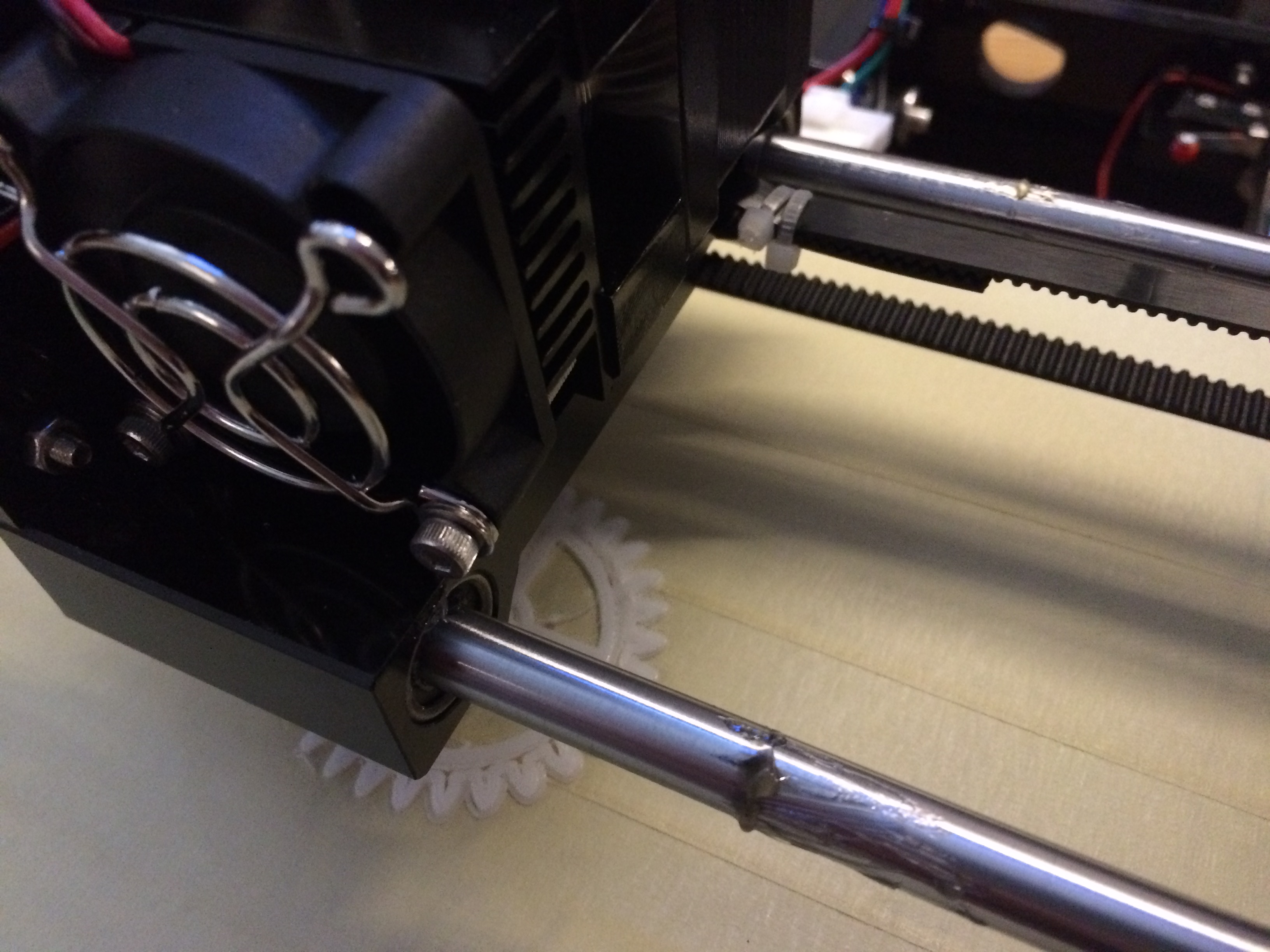
Um auch wirklich alle Motoren für den Drucker in diesem Artikel aufzuführen, darf der Filamentkühler-Lüfter nicht vergessen werden. Dies ist ein kleiner „air blower“, also ein Lüfter, optimiert für einen gerichteten Luftstrom und sieht so aus:
Die Luft der winzigen Windturbine wird über das weiße Kunststoffformteil später an die richtige Stelle (das Druckobjekt nahe dem Filament) gebracht.
Typ: DF501512SH
Spannung 12V bei 130mA
Im nächsten Artikel wird es noch einmal spannend! Dort werden die Laufschienen, Gewindespindeln, die Schlitten für die Achsen und last but not least der Filamet-Extruder vorgestellt.
Bringen wir mechanische Bewegung ins Spiel und schauen uns an, wie die Führungsschienen, Gewindespindeln und der Filament-Extruder für den 3D-Drucker aufgebaut sind.
Zuerst die Führungsschienen mit 418mm, 380mm und 340mm, auf welchen später die Nut-Schlitten ihren hoffentlich ruhigen Weg finden werden.
Allzu viel gibt es zu den Schienen nicht zu schreiben. Die Schienen sind aus Edelstahl und können als qualitativ gut bezeichnet werden. Die Schienen sind im Gegensatz zu machen Berichten nicht verbogen, sodass die Laufschlitten später gemütlich gleiten können.
Klick zum vergrößern
Die Gewindestangen M8x400mm, M8x318mm und M8x150mm haben eine Steigung von 1,25mm und entsprechen mit Ihren Kenndaten einem metrischen ISO-Gewinde nach DIN 13-1.
Kommen wir zu den bereits aufgebauten Laufschlitten. Diese bestehen, wie ein großer Teil des 3D-Druckers aus Kunststoffformteilen. Der Kunststoff ist hart und kann gut mit einer Feile nachbearbeitet werden (z.B. Entgraten).
Für die Führungsschienen ist eine Metallbefestigung mit Kunststoffhülse (Linearlager, oben) angebracht. Spannend ist, dass das Linearlager durchgehend mit einem Streifen von Kügelchen ausgestattet ist, was den Lauf des Schlittens besonders geschmeidig und präzise machen wird.
Bild: Linearlager, kugelgelagert im Schnitt.
Im unteren Teil befindet sich die Laufhülse für die M8-Gewindespindeln. Die Hülse ist aus einer Messinglegierung und damit etwas weicher, sodass die Spindel gut läuft und nicht verkantet.
In der Praxis sehen Gewindespindel und Messinghülse dann so aus. Dreht sich die Spindel und wird die Hülse fixiert, kommt es zur gewünschten, linearen Bewegung der Schlitten.
Hier zwei weitere Aufnahmen der beiden Schlitten für die Z-Achsen.
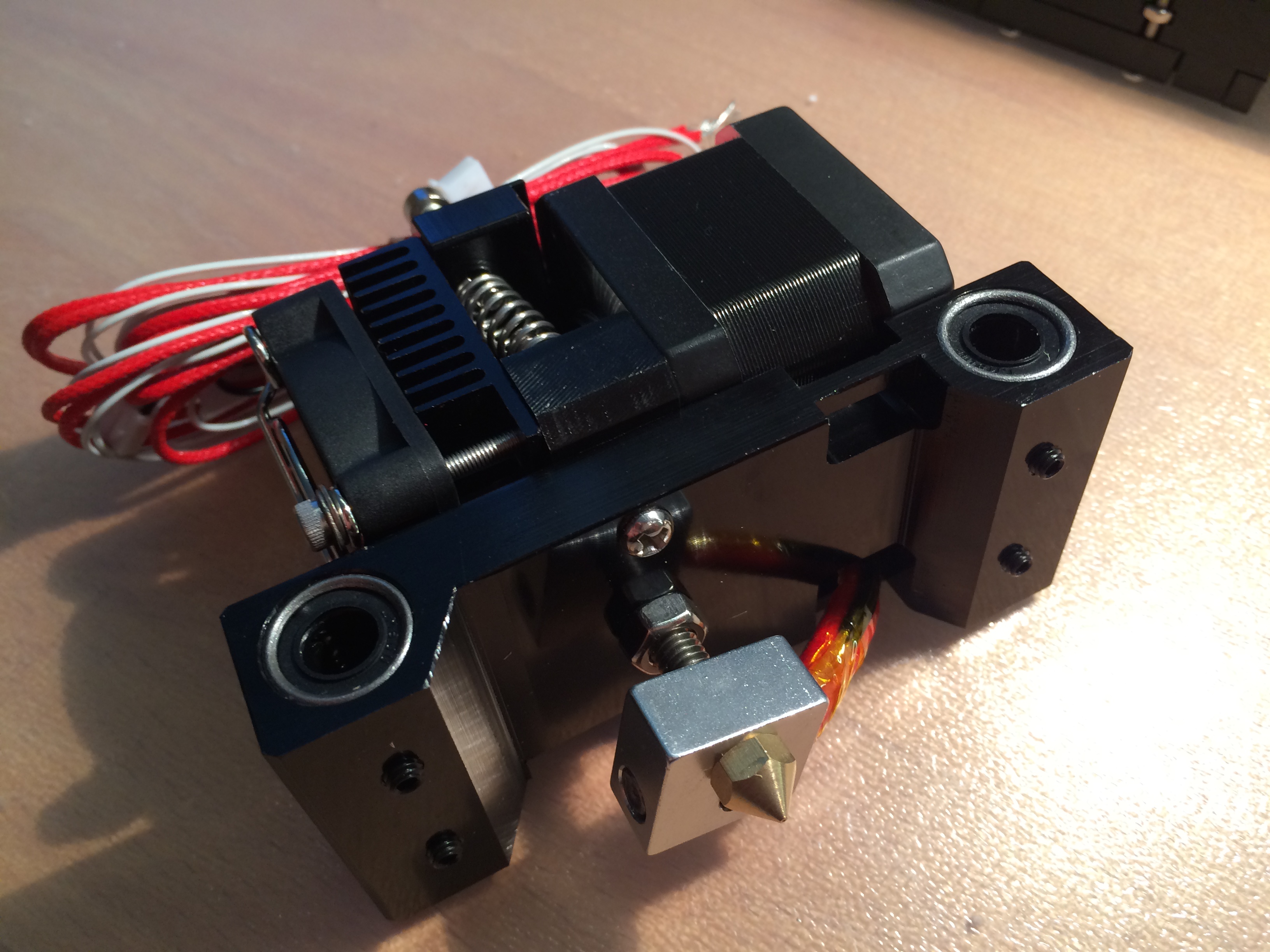
Kommen wir zum Extruder. Der Extruder ist die Filament-schmelz-und-quetsch-einheit. Hier wird das Filament (Kunststoff’draht‘) über einen Servomotor in das Heizelement gelenkt und durch die sogenannte „Nozle“, also die Düse, gepresst.
Der Schlitten besteht aus Metall. Auch hier sind wieder kugelgelagerte Linearlager verbaut. Der kleine Metallblock, in den die Düse eingearbeitet ist, beinhaltet auch das Heizelement um dem Filament richtig einzuheizen.
Die Schmelztemperaturen für PLA-Filamente liegen bei rund 160 – 190 °C und somit unterhalb der Schmelztemperaturen von ABS mit etwa 210 – 240 °C.
Bild: Düse für Filamentdruck
Damit das Filament durch das Heizelement nicht bereits weit vor der Düse geschmolzen wird, finden wir hier noch einen Kühlkörper mit einem aktiven, kleinen Lüfter. Der Mini-Lüfter ist für eine Betriebsspannung von 12V ausgelegt. Der Schrittmotor treibt das Filament über ein Zahnrad in das Heizelement und die Düse (Nozle) ein. Interessante Technik!
Im nächsten Artikel kommen wir zu den grundelegenden Aufbauschritten des 3D-Druckers.
Dieser Artikel ist Teil 8 von 14 aus der Projekt-Serie DIY 3D-Drucker
Jetzt geht’s mit dem Aufbau des 3D-Druckers los!
Der Aufbau gestaltet sich simpel, jedoch zeitaufwändig. Die Kunststoffformteile werden über eine interessante Kombination aus 18x3mm Schrauben und 3mm Muttern zusammengehalten. Auch wenn diese Befestigungsmethode abenteuerlich aussieht, funktioniert der Aufbau damit recht gut.
18x3mm Gewindeschrauben mit passenden Muttern.
Die Motoren werden wegen ihrem Gewicht von zusätzlichen Kunststoffplatten bei der Montage unterstützt.
Selbstverständlich werden auch kleine Endschalter für das automatisch „Homing“ verbaut. Das Homing bewegt alle Achsen in „Minus-Richtung“, bis der Endschalter betätigt. Somit weiß der Drucker später, wo sich seine exakten Positionen der Achsen befinden.
Nach dem ersten Schritt sieht der Aufbau dann so aus.
Die Gewindestangen im Bild unten sind nicht als Laufspindeln gedacht, sondern als Stabilisierung der Edelstahl-Führungsschienen. Die Gewindestangen bilden letztendlich die Y-Achse ab.
Diese kleine Umlenkrolle wird später für die Aufnahme des Zahnriemens montiert.
Linearführungen für das Druckbett
Stück für Stück entsteht nun also tatsächlich ein 3D-Drucker. Hier zu sehen, die Grundfläche der Y-Achse mit Gewindestangen, Laufschienen und Linearführungen. Auf die Linearführungen wird später die Halterung für das Druckbett und das Druckbett montiert.
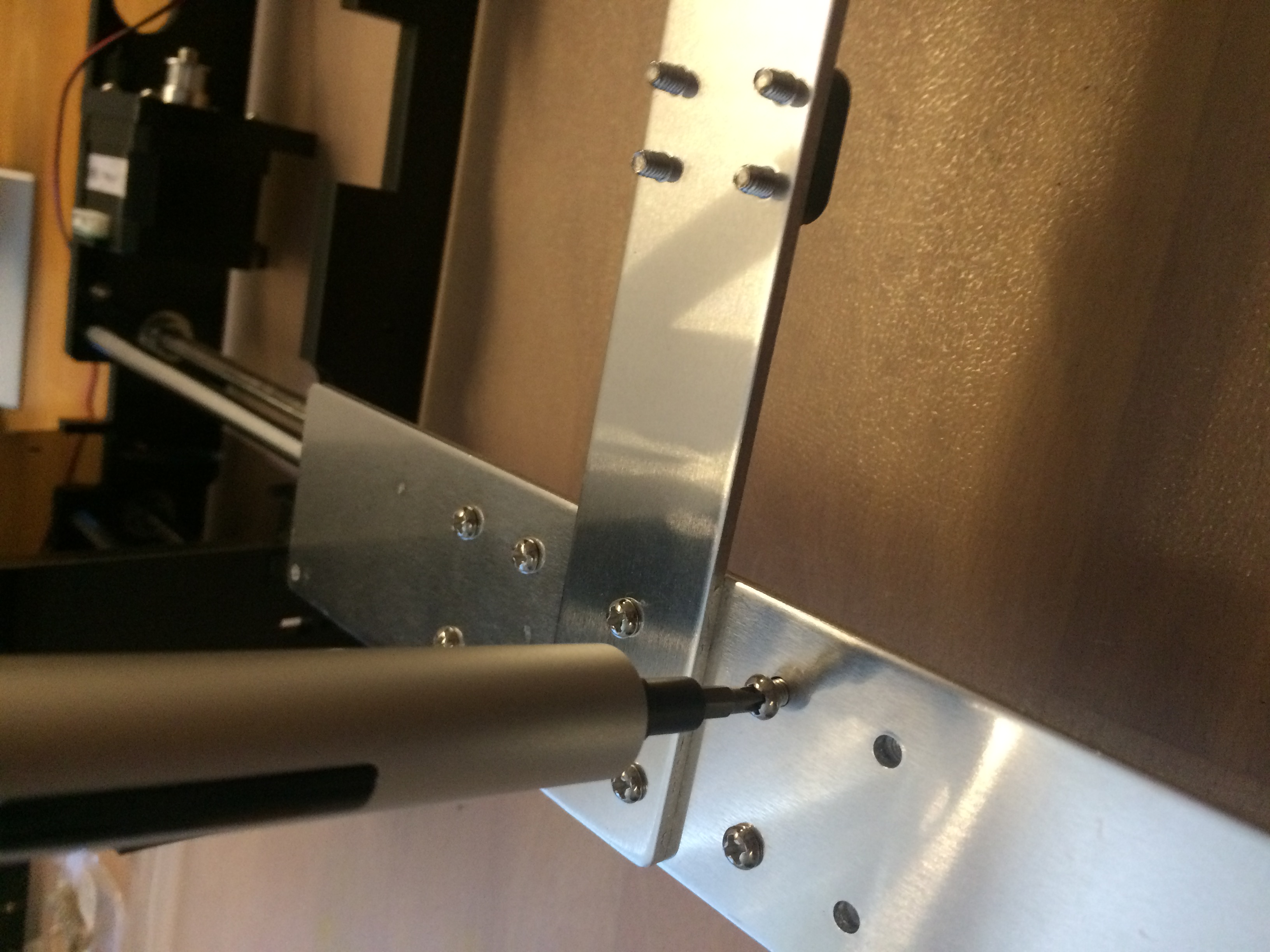
Nun kommt die Halterung für das Druckbett.
Als nächstes wird der Zahnriemen montiert und gespannt.
Der Zahnriemen wird mit der Halterung für das Druckbett verschraubt und sorgt später für die Bewegung der Y-Achse.
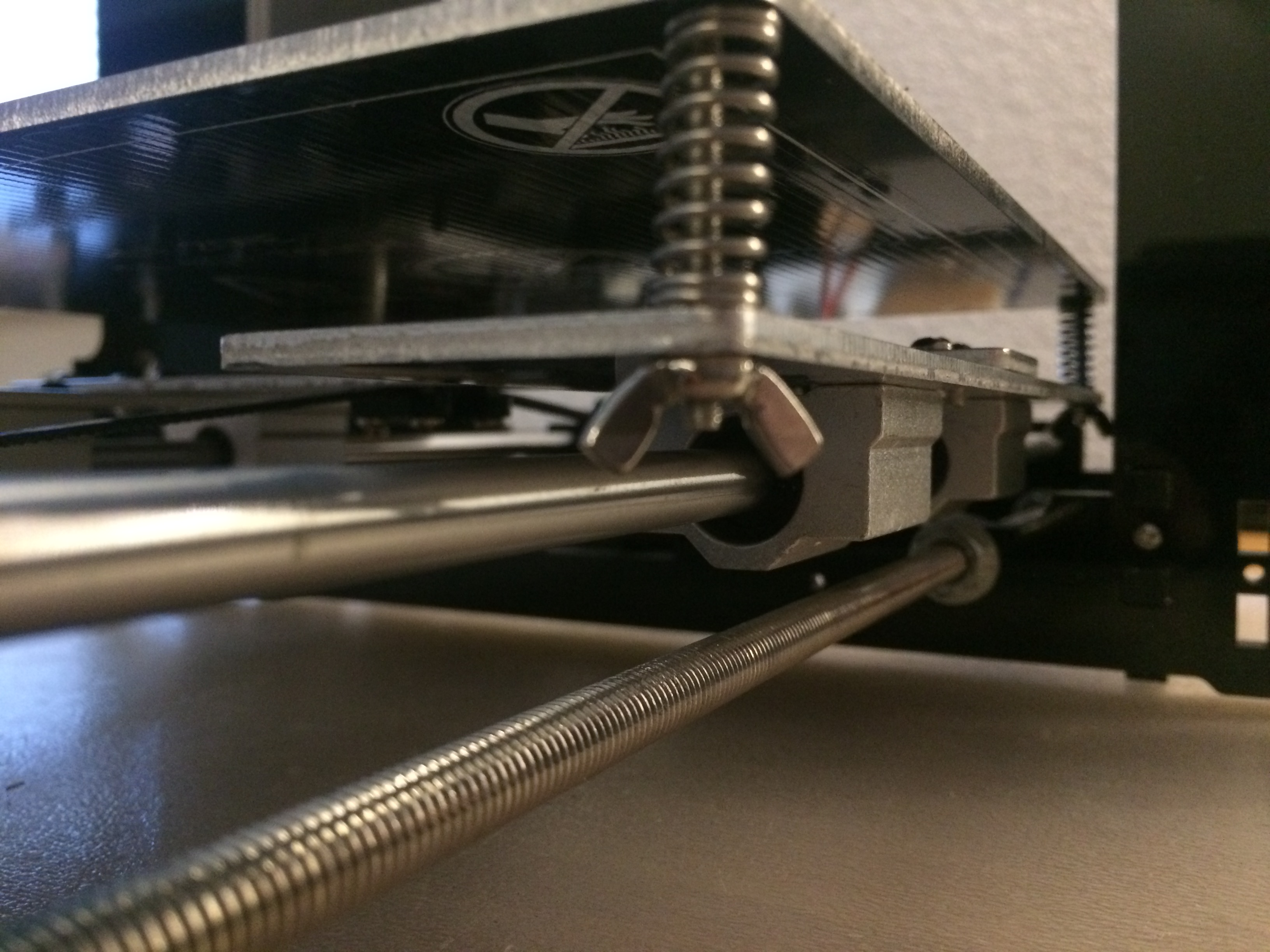
Das fertig montierte Druckbett sieht so aus. Die Feder mit Flügelschraube dient später für die Höhenjustierung des Druckbetts. Die Höhenjustierung ist sehr wichtig, um ein gutes Druckbild zu erhalten. Der Abstand zwischen Düse „Nozzle“ und Platte müssen exakt justiert sein.
Fertig montiertes Druckbett. Das Druckbett ist eine beheizbare Platte, welche die Y-Achse bildet.
Dieser Artikel ist Teil 9 von 14 aus der Projekt-Serie DIY 3D-Drucker
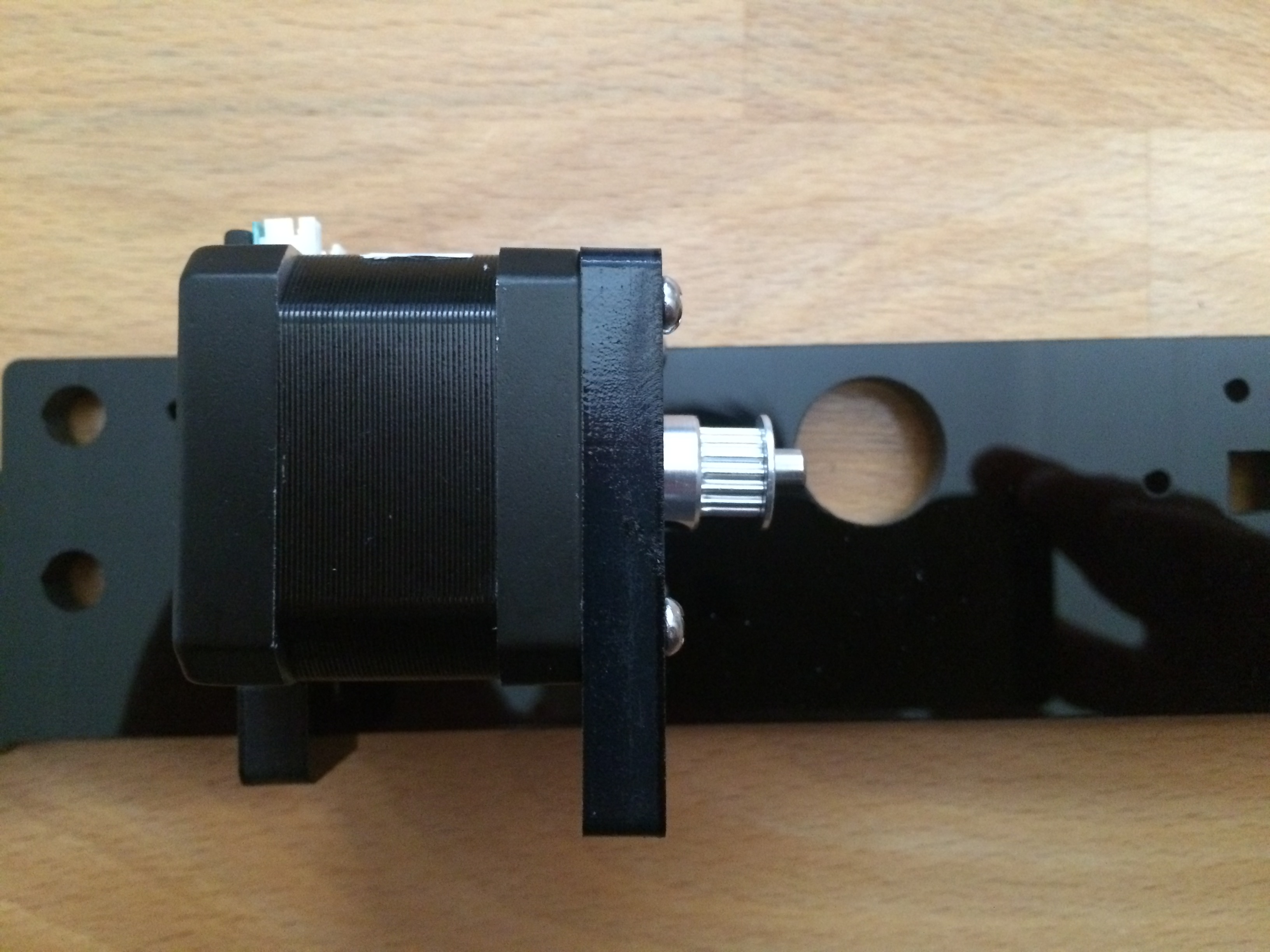
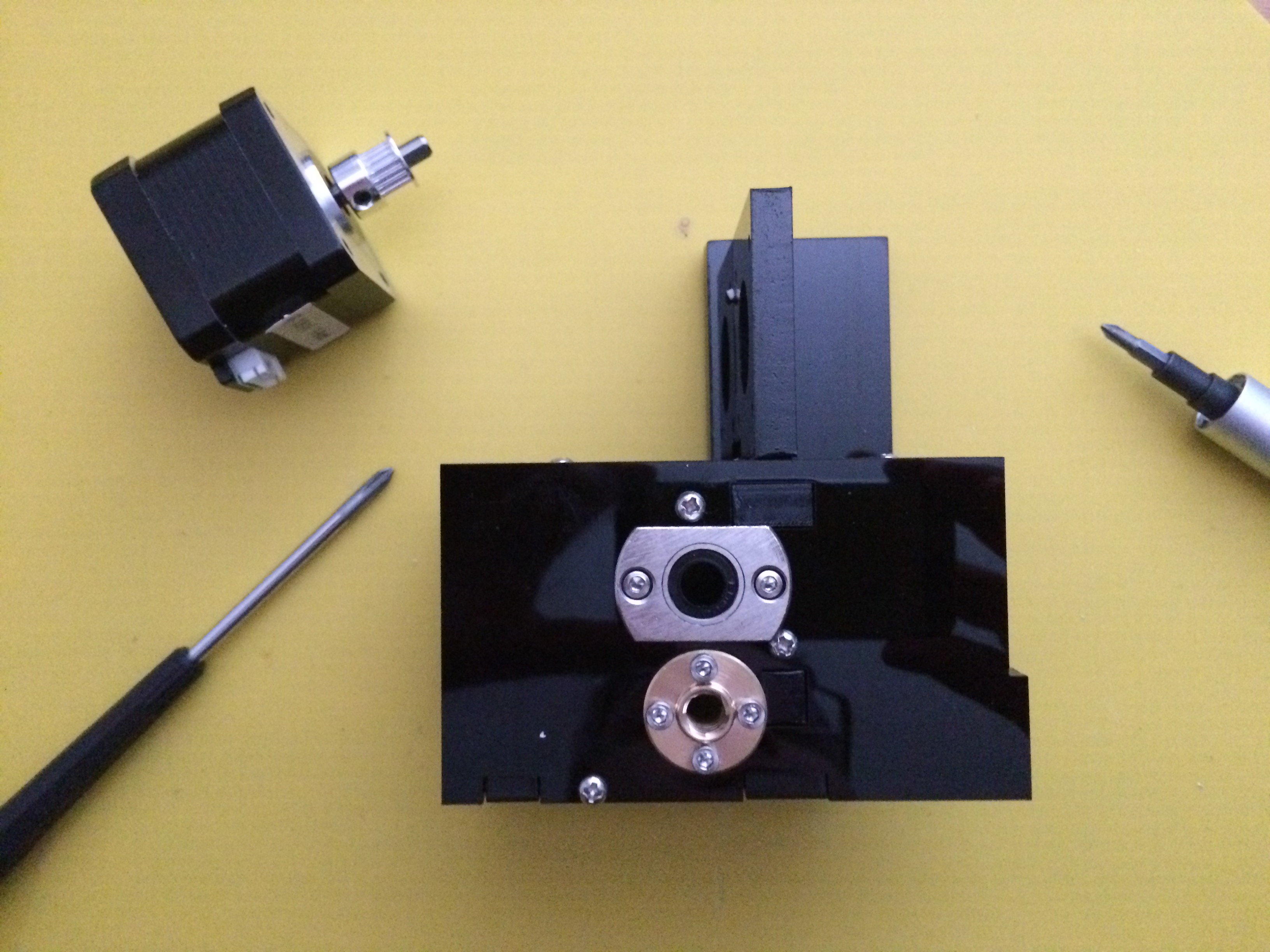
Kommen wir zur Halterung für den Motorflansch. Diese werden wie die zuvor beschriebenen Kunststoffteile mit 18x3mm Gewindeschrauben und der passenden Mutter montiert. Die Motoren selbst werden mit M4x12mm Schrauben befestigt.
Fertig aufgebaut sehen die Halterungen dann so aus. Diese beiden Halterungen (mit Motor) sind für die Z-Achse und werden jeweils auf der linken und rechten Seite des Druckers verbaut (Motor Z1 und Motor Z2). Eine Eigenschaft von Schrittmotoren ist ihre hervorragende Präzision. Durch die Synchronisierung der beiden Motoren kann die linke und rechte Seite der Z-Achse präzise, ohne Verkanten gesteuert werden.
Motorflansch auf der rechten Seite des 3D-Druckers.
Von unten sieht die aktuelle Gesamtkonstruktion außerdem so aus. Noch einmal aufgeführt: Gewindestangen, Linearschienen, Linearführungen, Druck- und Heizbett.
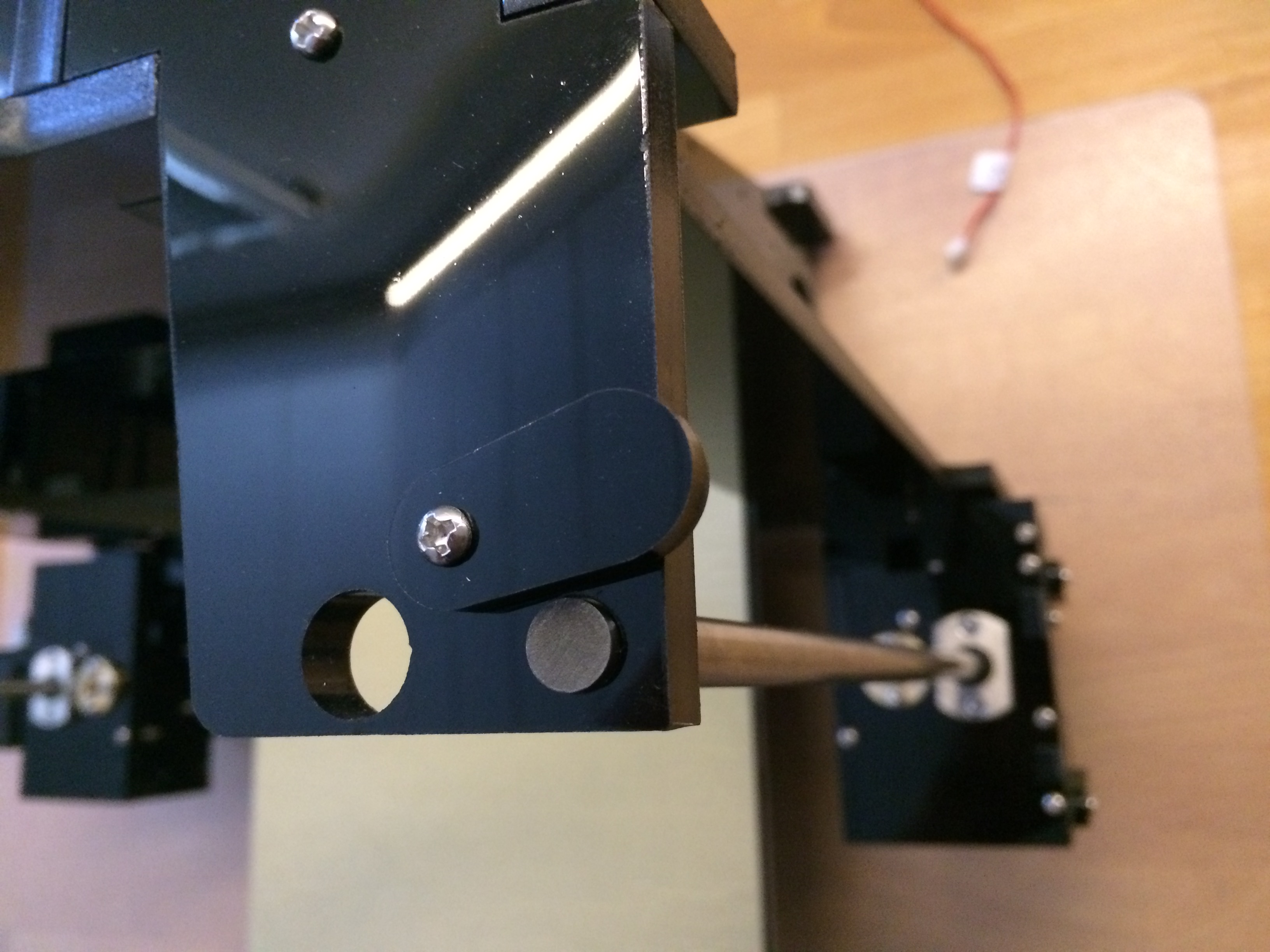
Inzwischen ist der Aufbau der mechanischen Teile schon geübt und kann mit dem Aufbau des Führungsschlittens der Z-Achse bzw. dem Aufnehmer der X-Achse fortgesetzt werden.
Die Führungsschienen der Y-Achse werden (jeweils links und rechts) eingesetzt und durch den kleinen ovalen Kunststoffdeckel in Form gehalten.
Auf der linken Seite befindet sich am Führungsschlitten noch der Schrittmotor der X-Achse, welcher die X-Achse später über einen zweiten Zahnriemen antreibt.
Aktueller Stand des mechanischen Aufbaus:
Als nächstes wird die X-Achse mit Extruder und zwei Führungsschienen verabut.
Der Extruder lässt sich nun leicht auf der X-Achse verschieben. Der Extruderschlitten wird über einen Zahnriemen positioniert.
Kühllüfter zur Abkühlung des gedruckten Kunststoffs. Dieser kann später softwaretechnisch bei Bedarf dazu geschaltet und in der Geschwindigkeit verändert werden.
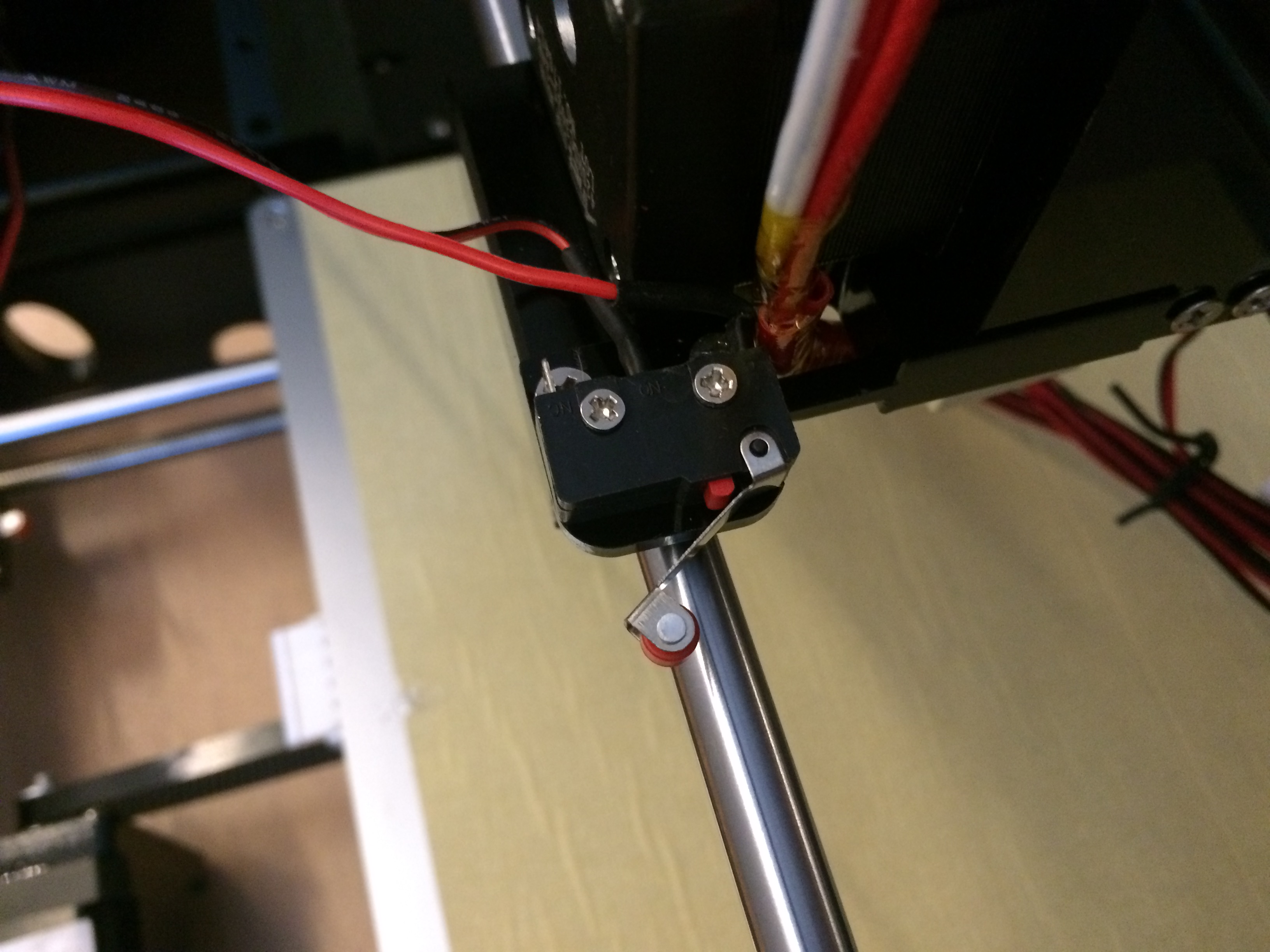
Auch die X-Achse erhält einen Endschalter zur späteren „einlernen“ der Position.
Hier ist die Druckdüse mit Heizelement im verbauten Zustand zu erkennen.
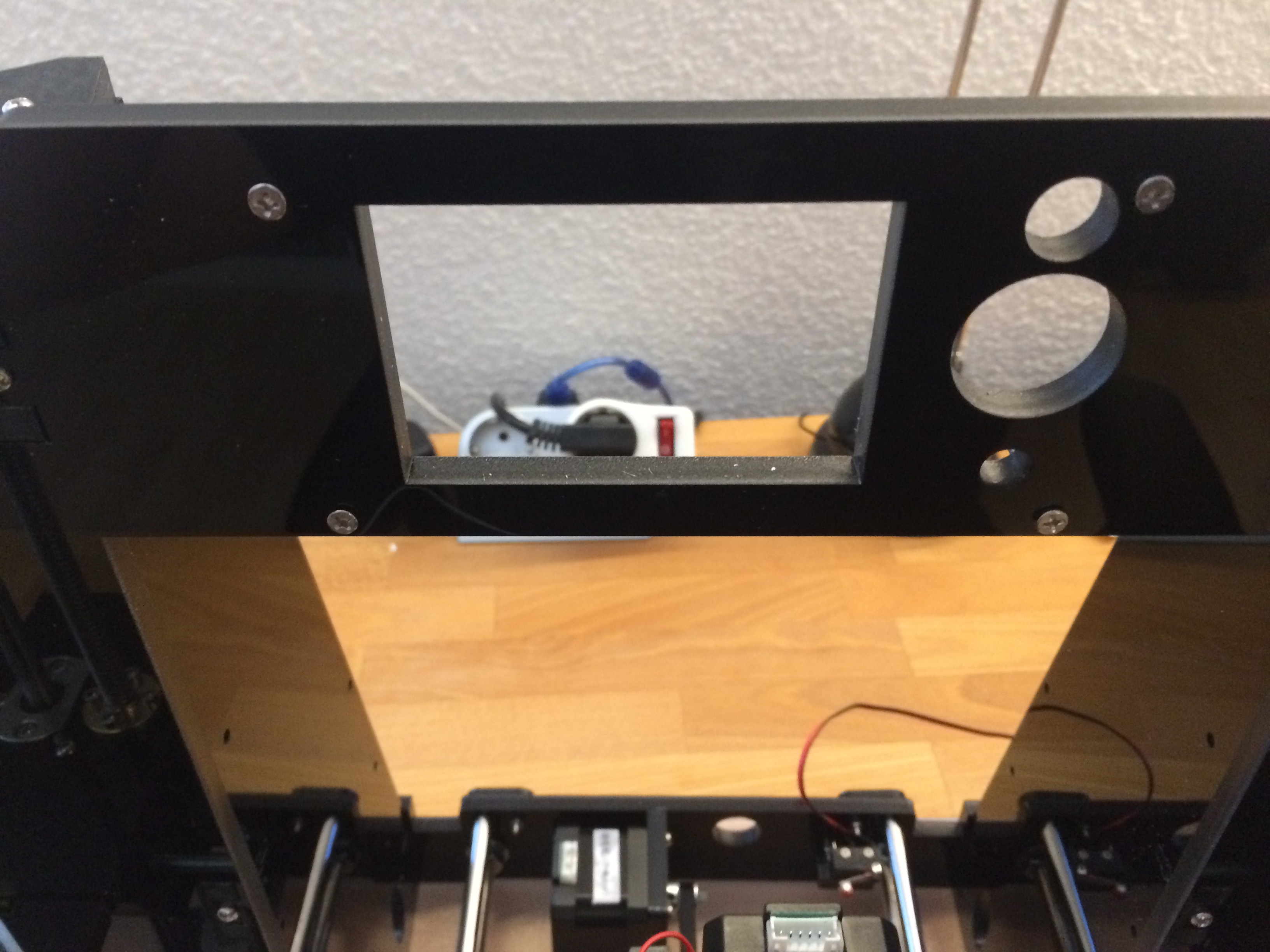
Der Aufbau des Druckers ist inzwischen recht weit fortgeschritten, sodass es Zeit wird das Display mit Bedieneinheit zu verbauten.
Bild vorher:
Bild nachher: Display, Drehencoder, Piezzo und Resettaste sitzen an Ort und Stelle.
Die Montage des Displays erfolgt in Sandwich Bauweise: Frontplatte, Display, Platine mit Bedienelementen, Befestigungsplatte.
Dieser Artikel ist Teil 10 von 14 aus der Projekt-Serie DIY 3D-Drucker
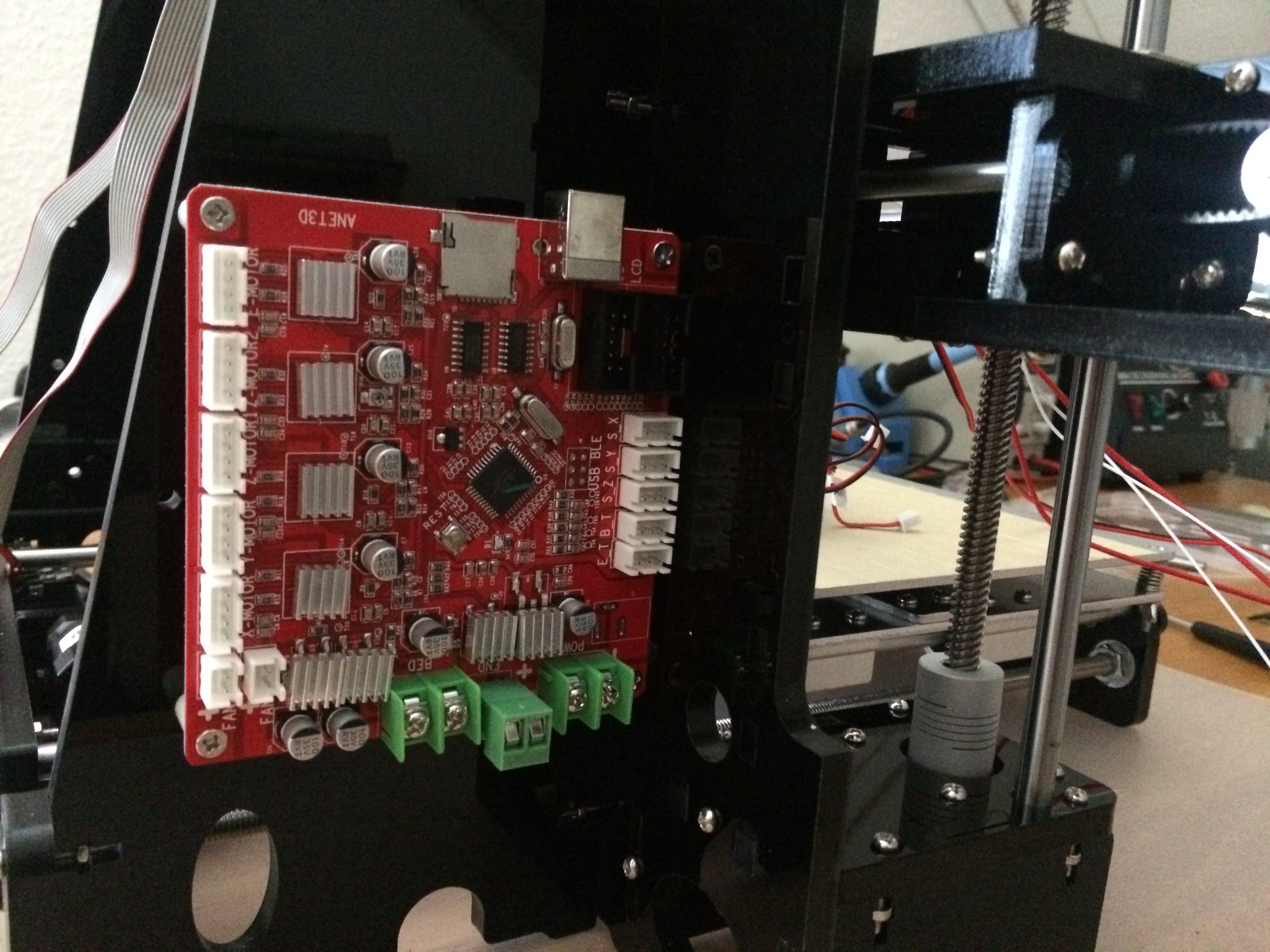
Der Aufbau des 3D-Drucker ist weitgehend abgeschlossen. Als nächstes werden die elektrischen Verbindungen umgesetzt.
Das Bild zeigt die mechanische Montage der Steuerplatine.
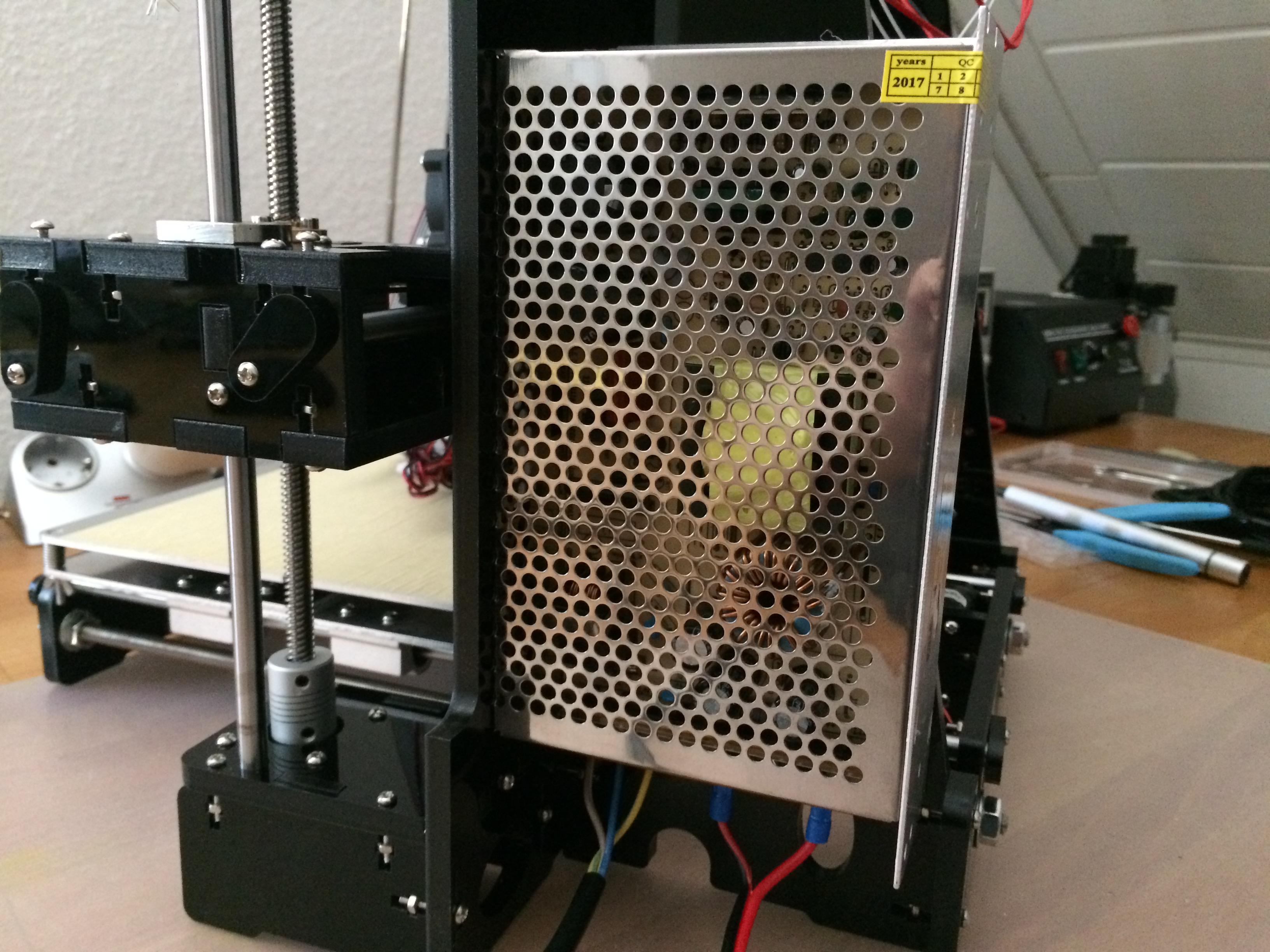
Als Stromversorgung dient ein starkes 20 Ampere 12V Schaltnetzteil. Die Leistung wird für die Heizelemente (Druckplatte und Druckdüse) benötigt. Ebenso werden die 4 Schrittmotoren damit ordentlich mit Saft (ca. 2A pro Motor) versorgt.
Beim Anschluss der Zuleitung (230V) ist darauf zu achten, dass die Isolierungen nicht untergeklemmt werden und damit ein Übergangswiderstand entstehen könnte. Die Schrauben dürfen ruhig ordentlich fest gedreht werden!
Für die Versorgung der Elektrik wird nur einer der 3 möglichen Spannungsausgänge benötigt. 12V Masse (-) und 12V VCC (+).
Montiert sieht das Netzteil dann wie folgt aus. Ganz schön groß, die Powerversorgung!
Apropos: Während dieser Artikel gerade noch verfasst wird, passiert nebenan auf dem Labortisch schon faszinierendes! Der erste 3D-Druck! Verrückt, das funktioniert tatsächlich! Zu den ersten Erfahrungen als 3D-Drucker mehr im nächsten Artikel!
Dieser Artikel ist Teil 11 von 14 aus der Projekt-Serie DIY 3D-Drucker
Nun ist es geschafft, der 3D-Drucker ist aufgebaut und wartet nur darauf in Betrieb genommen zu werden. Das Ganze sollte relativ einfach von der Hand gehen. Drucker mit Strom versorgen, per USB an den PC anschließen, Software drauf – und los geht’s. Mal schauen, ob sich die Theorie auch genauso in die Praxis umsetzen lässt.
Schritt 1 – Drucker mit Strom versorgen und kalibrieren
Das klappt schon ganz gut. Die Steuerelektronik initialisiert und das Display zeigt den aktuellen Status des Druckers.
Auf dem Display werden erst mal die Ist- und Solltemperatur des Heizbetts und der Extruder-Düse sowie die Lüfter-Geschwindigkeit und die eingestellte Druckgeschwindigkeit angezeigt.
Als nächstes muss die Druckplatte kalibriert und präzise auf die korrekte Höhe eingestellt werden. Dazu wird die Platte an allen vier Ecken in relativ zur Druckdüse vermessen und eingestellt. Der genaue Prozess wird in einem separaten Artikel beschrieben.
Nachdem alle Einstellungen gemacht sind, kommen wir zum Thema Software.
Schritt 2 – Die Software
Für den ersten Test kommt die Software „Cura“ zum Einsatz. Dankenswerter Weise ist diese Software OpenSource und wird auf GitHub zur freien Verfügung bereitgestellt. Hier der Link: https://github.com/Ultimaker/Cura
Immer wieder ist es eine Freude, dass Community-Software einfach die Beste ist! Ein Hoch auf alle Communities, die auf GitHub hervorragende Software für Jedermann entwickeln! „Liebe Software-User, wenn ihr könnt, dann beteiligt Euch an solchen Projekten!“
Die zum Zeitpunkt der Veröffentlichung des Artikels aktuellste Version von Cura ist 2.5.0.
Ruck-zuck ist die Software heruntergeladen uns installiert. Da das Thema „Ansteuerung von Hardware“ der CNC-Fräsmaschine noch nicht allzu lange her ist, sollte der Umgang mit entsprechender Software eines 3D-Druckers kein Problem sein. Fürs erste soll es der Druck eines fertigen 3D-Modells sein. Das Modellieren eigener 3D-Modelle benötigt noch Zeit und Erfahrung. Dazu wird auch eine andere Software verwendet. Cura ist keine 3D-Modellierungssoftware sondern ein G-Code-Interpreter für den Transport der 3D-Modell-Daten in Richtung Drucker.
Hier ein Screenshot von Cura bei der Arbeit:
Ein wenig Zeit benötigt es schon, bis man sich durch alle Funktionalitäten uns Einstellungen durchgewurstelt hat. Anfangs kam auch keine Verbindung zum Drucker über USB zustande, was doch sehr verwundert hat. Die Lösung ergaben zwei kleine Pytonscript-Dateien, welche in einem Forum zu finden waren. Falls noch jemand ein Problem mit Cura 2.x und der USB-Verbindung haben sollte, dann gibt es hier die beiden Dateien zur Lösung.
Zip-Datei mit 2 angepassten Python Dateien, welche die erforderlichen Änderungen enthalten. Um die Änderungen zu aktivieren, müssen diese nach „C:\Program Files\Cura 2.5\plugins\USBPrinting“ (Pfad anpassen!) kopiert und die Original-Dateien ersetzt werden. Danach ist ein Cura Neustart erforderlich.
Die Änderungen im Einzelnen (zu erkennen an „#xx“):
Datei: USBPrinterOutputDeviceManager.py
– In der Windows-Registry wird nach USB-Geräten gesucht, die ein „USBSER“ im Namen haben (Zeile 267).
Datei: USBPrinterOutputDevice.py
– Das Testen mit der Programmer-Software ab Zeile 300 führt zum sofortigen Abbruch aller folgenden Versuche, die Serielle Schnittstelle zu öffnen. Daher auskommentiert.
An dieser Stelle: Danke für den Tipp an den Forenuser Drucki.
Problem gelöst, es geht weiter…
Schritt 3 – Das erste 3D-Modell
Für den ersten Testdruck wurde ein Zahnrad ausgewählt. Als 3D-Modell in Cura sieht das dann so aus:
Gespannt, ob der erste Druck funktionieren würde, kam es also zum finalen Klick auf „Über USB drucken“ und siehe da, der Drucker heizt zuerst die Druckplatte und danach die Extruderdüse auf. Im Test mit PLA-Kunststoff ist die Druckplatte auf 55°C und die Druckdüse auf 195°C eingestellt.
Erfolgserlebnis? Fehlgeschlagen!
Der erste Druck hat nicht wirklich funktioniert. Der Kunststoff wurde nach dem Austritt aus der Düse frei herumgewirbelt. Der Grund: Die Druckplatte war einfach nicht gut genug kalibriert. Lösung: Neu kalibrieren.
Test 2: Druckplatte neu kalibriert und siehe da, es funktioniert! Nach ca. einer Stunde war ein Zahnrad geboren! Für den ersten 3D-Druck bin ich mit dem Ergebnis und der Druckqualität sehr zufrieden. PLA-Kunststoff ist im abgekühlten Zustand ein harter, stabiler Kunststoff.
Bild: Die ersten Minuten des ersten 3D-DrucksBild: Einige Zeit später… Es lässt sich erkennen, was hier gedruckt wird.Bild: An den Führungsschienen ist zu erkennen, dass dem Drucker etwas Maschinenfett gespendet wurde. Die Drucklautstärke und die Präzision werden es danken.
Schritt 4: Ergebnispräsentation
Hier das Ergebnis. Ein schickes, stabiles Zahnrad:
Demnächst geht es weiter, der nächste Druck ist bereits in Arbeit.
Folgende Themen wollen in weiteren Artikeln noch genauer betrachtet werden:
Kalibrieren des Druckbetts
Optimieren des Druckers mit ein paar Hardware-Hacks
Optimierung der Druckplatte (Haftung von Kunststoff)
Einarbeitung in das Selbst-Modellieren von 3D-Objekten
Dieser Artikel ist Teil 12 von 14 aus der Projekt-Serie DIY 3D-Drucker
Auf der Suche nach Informationen über den 3D-Drucker Kunststoff wurde schnell klar, dass meist ABS-Kunststoff (wie z.B. bei Legobasteinen) oder PLA-Kunststoff zum Einsatz kommen.
PLA ist hier besonderst interessant!
Zitat aus der Wikipedia:
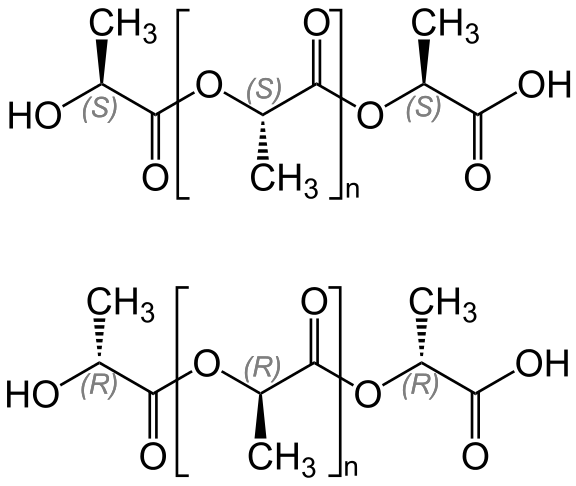
Polylactide, umgangssprachlich auch Polymilchsäuren (kurz PLA, vom englischen Wort polylactic acid) genannt, sind synthetische Polymere, die zu den Polyestern zählen. Sie sind aus vielen, chemisch aneinander gebundenenMilchsäuremolekülen aufgebaut. Daher ist die Bezeichnung Polymilchsäure nach IUPAC-Nomenklatur irreführend, da es sich nicht um ein Polymer mit mehreren sauren Gruppen handelt.[3] Polylactide und Polymilchsäuren werden durch unterschiedliche Verfahren erzeugt.[4]
Spannend! Gedruckt wird bei diesem Kunststoff also mit einer Menge Milchsäuremolekühlen! PLA ist biologisch abbaubar.
Einer der wichtigsten Anwendungsbereiche dürfte derzeit die medizinische Anwendung sein. PLA steht auf Grund seiner Abbaubarkeit und seiner Biokompatibilität für zahlreiche Anwendungen zur Verfügung. Die Fähigkeit des menschlichen Körpers, PLA abzubauen, wurde bereits 1966 das erste Mal beobachtet.
Der Recycling-Code für Polylactide ist 07 („others“, also „andere“ als 01-06).
So sieht eine Rolle PLA-Filament für den 3D-Drucker aus. Kunststoffe für den 3D-Druck gibt es in vielen verschiedenen Farben.
Dieser Artikel ist Teil 13 von 14 aus der Projekt-Serie DIY 3D-Drucker
Inzwischen sind ein paar Wochen vergangen und der Drucker macht was er soll :-). Er Druckt.
Hier ein paar Impressionen, vom Druckvorgang und von gedruckten teilen. Im Bereich der DIY-3D-Drucker gibt es eine große Community, welche jeden Tag mit neuen Verbesserungen an den Druckermodellen arbeitet. Spannend ist, dass sich der Drucker die meisten Verbesserungen selbst drucken kann. So reproduziert ein 3D-Drucker sich sukzessive selbst.
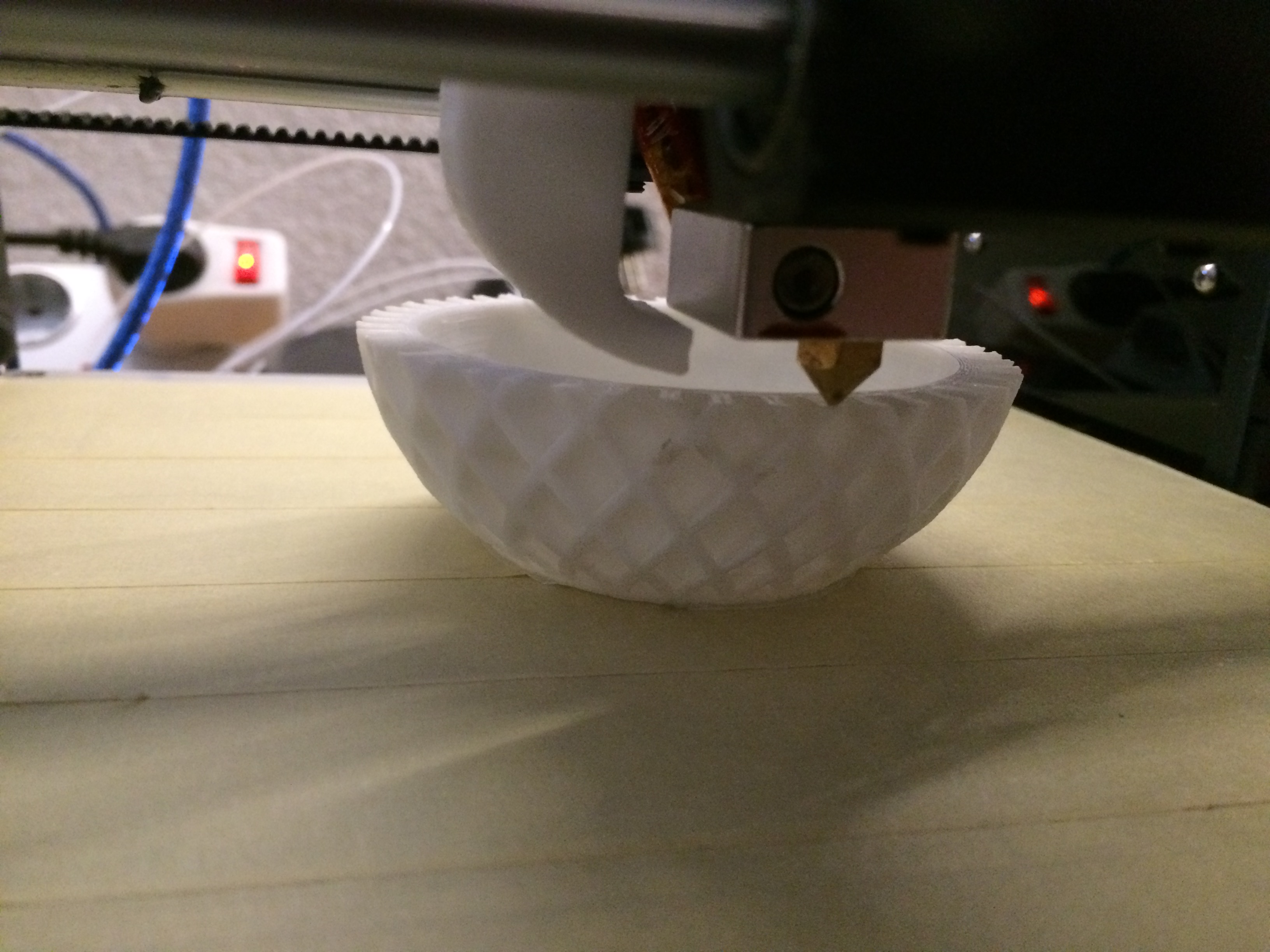
Druck einer „Teelicht-Schale“
Gedruckt wird mit einem 1,75mm PLA Filament bei einer Drucktemperatur (Extruder-Düse) von 200°C.
Die feinen Strukturen der Außenfläche kommen gut zur Geltung. Ein faszinierendes Ergebnis!
Der Druck ist noch nicht perfekt, das Ergebnis kann sich jedoch sehen lassen. Im nächsten Artikel werden ein paar Verbesserungen am Drucker und damit der Druckqualität beschrieben. Danach wird der Druck erneut getestet. Mal gespannt, ob sich die Qualitätsverbesserung erkennen lässt.
Druck eines Filament-Düsen-Lüfter „Circel-Nozzle-Fan“
Damit das Filament direkt nach dem Austreten aus der Düse leicht abgekühlt wird, sitzt am Extruder ein kleiner (leider nicht allzu leiser) Lüfter. Die Luft wird über eine kleine Lüfterdüse in Richtung Druckobjekt geleitet. Damit die Luft dort besser verteilt wird, kann hier eine Verbesserung durch einen kreisrunden „Luftverteiler“ gedruckt werden.
Der obere Teil des Luftverteilers wird auf den Lüfter gesteckt. Der „Luftstromring“ hat rund um 360° kleine Luftauslässe um das Druckobjekt von allen Seiten zu kühlen.
Im 3D-Model sieht das Ganze so aus:
Wichtig beim 3D-Druck ist die Sicherheit. Brandschutz hat oberstes Gebot!
Ein 3D-Drucker arbeitet mit ordentlich viel Leistung. Gut und gerne fließen hier bis zu 25 Ampere! Zu den Stromverbrauchern zählen das Heiz-Bett, die Extruderdüsenheizung, und die Schrittmotoren. Die Steuerelektronik muss diese Leistung erst mal verarbeiten. Da tut ein wenig Kühlluft gut!
Aus diesem Grund wurde eine Halterung gedruckt, welche das Mainboard des Druckers (Steuerelektronik) mittels eines 80mm Lüfters mit genügen Kühlung versorgt.
Druck der Lüfter-Halterung:
Lüfter-Halterung mit montiertem Lüfter an der Steuerelektronik des 3D-Druckers (die Schrauben müsse noch gekürt werden!):
Demnächst mehr zu weiteren Optimierungen des 3D-Druckers!
Dieser Artikel ist Teil 14 von 14 aus der Projekt-Serie DIY 3D-Drucker
Grundsätzlich gibt es zwei sehr wichtige Optimierungsmaßnahmen beim Druck/Heiz-Bett eines 3D-Drucker. Zum einen ist das eine Druck-Bett-Oberfläche, auf welchen das Filament ordentlich haftet zum anderen ein Sensor, welcher es erlaubt, das Druckbett vor jedem Druck zu kalibrieren, bzw. softwaretechnisch zu korrigieren.
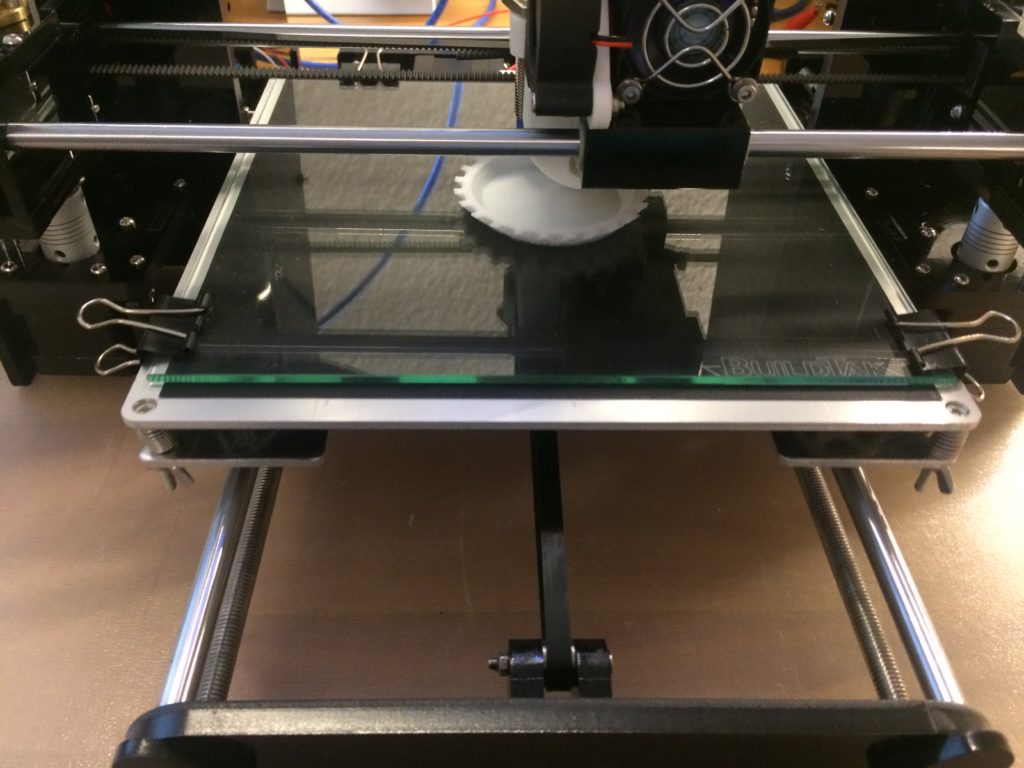
Für gute Haftung des Druckobjekts auf dem Druck-Bett, hat sich eine Glasplatte als optimal herausgestellt. Im Falle des beheizten Druck-Betts (meist bei ca 60°C mit PLA Filament) empfiehlt sich ein wärmeunempfindliches Glas: Borosilikatglas.
Borosilikatglas, auch Borsilikatglas, oder Borosilicatglas ist ein sehr chemikalien- und temperaturbeständiges Glas, das vor allem für Glasgeräte im Labor, der chemischen Verfahrenstechnik und im Haushalt eingesetzt wird. Die gute chemische Beständigkeit gegenüber Wasser, vielen Chemikalien und pharmazeutischen Produkten (hydrolytische Klasse 1) erklärt sich durch den Bor-Gehalt der Gläser. Die Unempfindlichkeit gegen plötzliche Temperaturschwankungen ist eine Folge des geringen Wärmeausdehnungskoeffizienten von etwa 3,3 × 10−6 K−1.
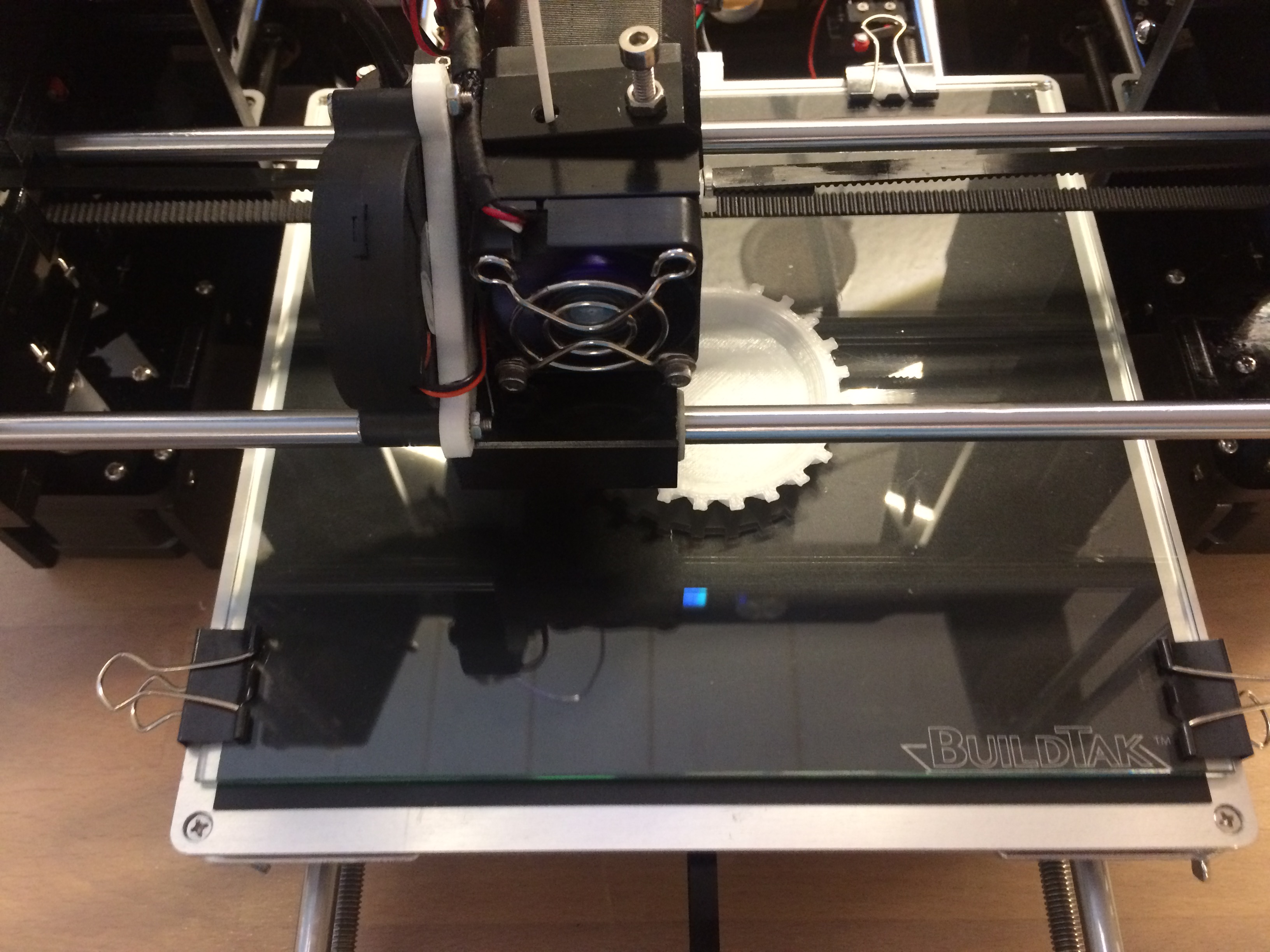
Montierte Glasplatte auf Druck/Heiz-Bett:
Info: Wärend der Aufnahme dieses Fotos wird gerade die zweite Version der Teelicht-Schale gedruckt.
Befestigt wird das Glas mit einfachen Foldback-Klammern. Diese erlauben es, das Glas schnell zu demontieren, damit es vor jedem Druck schnell von eventuellen Verunreinigungen befreit werden kann.
Im nächsten Artikel wird der Einsatz eines kapazitiven Sensors für das Auto-Leveling (automatische Kalibrierung des Druck/Heiz-Betts) beschrieben.