
Projekt 3D-Drucker – Die Motoren
Bringen wir mechanische Bewegung ins Spiel und schauen uns an, wie die Führungsschienen, Gewindespindeln und der Filament-Extruder für den 3D-Drucker aufgebaut sind.
Zuerst die Führungsschienen mit 418mm, 380mm und 340mm, auf welchen später die Nut-Schlitten ihren hoffentlich ruhigen Weg finden werden.
Allzu viel gibt es zu den Schienen nicht zu schreiben. Die Schienen sind aus Edelstahl und können als qualitativ gut bezeichnet werden. Die Schienen sind im Gegensatz zu machen Berichten nicht verbogen, sodass die Laufschlitten später gemütlich gleiten können.

Die Gewindestangen M8x400mm, M8x318mm und M8x150mm haben eine Steigung von 1,25mm und entsprechen mit Ihren Kenndaten einem metrischen ISO-Gewinde nach DIN 13-1.
| n-⌀ | Steigung | Kern-⌀ | Spannungs- | Durchgangsloch-⌀ gemäß EN 20273 | ||
| (Nenn-⌀) | querschnitts- | |||||
| Außen- | fläche | fein (H12) | mittel (H13) | grob (H14) | ||
| gewinde | ||||||
| (Schraube) | ||||||
| M 4 | 0,7 | 3,14 | 8,78 | 4,3 | 4,5 | 4,8 |
| M 5 | 0,8 | 4,02 | 14,2 | 5,3 | 5,5 | 5,8 |
| M 6 | 1 | 4,77 | 20,1 | 6,4 | 6,6 | 7 |
| M 8 | 1,25 | 6,47 | 36,6 | 8,4 | 9 | 10 |

Kommen wir zu den bereits aufgebauten Laufschlitten. Diese bestehen, wie ein großer Teil des 3D-Druckers aus Kunststoffformteilen. Der Kunststoff ist hart und kann gut mit einer Feile nachbearbeitet werden (z.B. Entgraten).

Für die Führungsschienen ist eine Metallbefestigung mit Kunststoffhülse (Linearlager, oben) angebracht. Spannend ist, dass das Linearlager durchgehend mit einem Streifen von Kügelchen ausgestattet ist, was den Lauf des Schlittens besonders geschmeidig und präzise machen wird.

Im unteren Teil befindet sich die Laufhülse für die M8-Gewindespindeln. Die Hülse ist aus einer Messinglegierung und damit etwas weicher, sodass die Spindel gut läuft und nicht verkantet.

In der Praxis sehen Gewindespindel und Messinghülse dann so aus. Dreht sich die Spindel und wird die Hülse fixiert, kommt es zur gewünschten, linearen Bewegung der Schlitten.

Hier zwei weitere Aufnahmen der beiden Schlitten für die Z-Achsen.


Kommen wir zum Extruder. Der Extruder ist die Filament-schmelz-und-quetsch-einheit. Hier wird das Filament (Kunststoff’draht‘) über einen Servomotor in das Heizelement gelenkt und durch die sogenannte „Nozle“, also die Düse, gepresst.
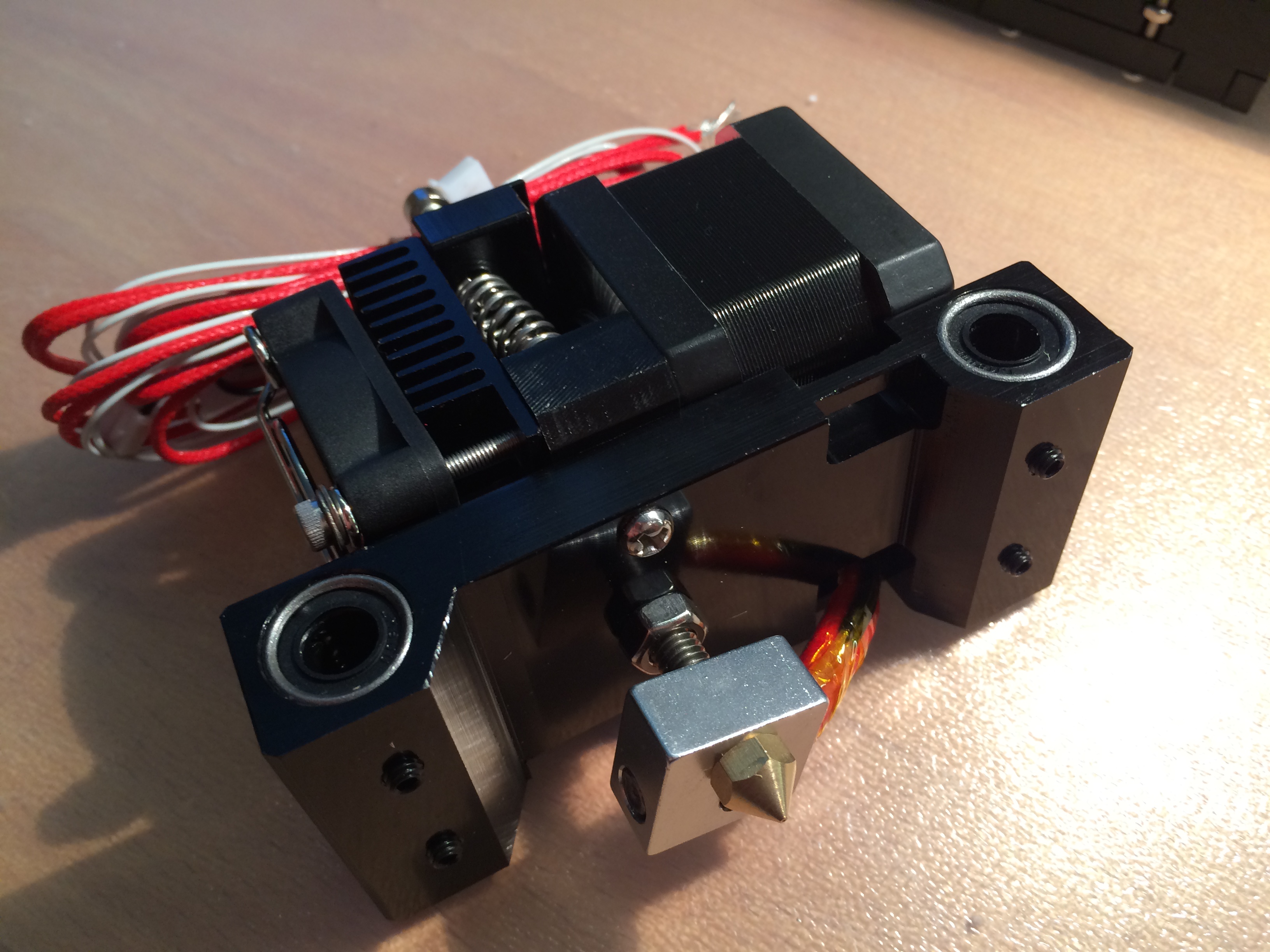
Der Schlitten besteht aus Metall. Auch hier sind wieder kugelgelagerte Linearlager verbaut. Der kleine Metallblock, in den die Düse eingearbeitet ist, beinhaltet auch das Heizelement um dem Filament richtig einzuheizen.
Die Schmelztemperaturen für PLA-Filamente liegen bei rund 160 – 190 °C und somit unterhalb der Schmelztemperaturen von ABS mit etwa 210 – 240 °C.


Damit das Filament durch das Heizelement nicht bereits weit vor der Düse geschmolzen wird, finden wir hier noch einen Kühlkörper mit einem aktiven, kleinen Lüfter. Der Mini-Lüfter ist für eine Betriebsspannung von 12V ausgelegt. Der Schrittmotor treibt das Filament über ein Zahnrad in das Heizelement und die Düse (Nozle) ein. Interessante Technik!

Im nächsten Artikel kommen wir zu den grundelegenden Aufbauschritten des 3D-Druckers.
Bis bald!
Eine Antwort auf „Projekt 3D-Drucker – Laufschienen, Gewindespindeln, Filamet-Extruder“