Grundsätzlich gibt es zwei sehr wichtige Optimierungsmaßnahmen beim Druck/Heiz-Bett eines 3D-Drucker. Zum einen ist das eine Druck-Bett-Oberfläche, auf welchen das Filament ordentlich haftet zum anderen ein Sensor, welcher es erlaubt, das Druckbett vor jedem Druck zu kalibrieren, bzw. softwaretechnisch zu korrigieren.
Für gute Haftung des Druckobjekts auf dem Druck-Bett, hat sich eine Glasplatte als optimal herausgestellt. Im Falle des beheizten Druck-Betts (meist bei ca 60°C mit PLA Filament) empfiehlt sich ein wärmeunempfindliches Glas: Borosilikatglas.
Borosilikatglas, auch Borsilikatglas, oder Borosilicatglas ist ein sehr chemikalien- und temperaturbeständiges Glas, das vor allem für Glasgeräte im Labor, der chemischen Verfahrenstechnik und im Haushalt eingesetzt wird. Die gute chemische Beständigkeit gegenüber Wasser, vielen Chemikalien und pharmazeutischen Produkten (hydrolytische Klasse 1) erklärt sich durch den Bor-Gehalt der Gläser. Die Unempfindlichkeit gegen plötzliche Temperaturschwankungen ist eine Folge des geringen Wärmeausdehnungskoeffizienten von etwa 3,3 × 10−6 K−1.
Montierte Glasplatte auf Druck/Heiz-Bett: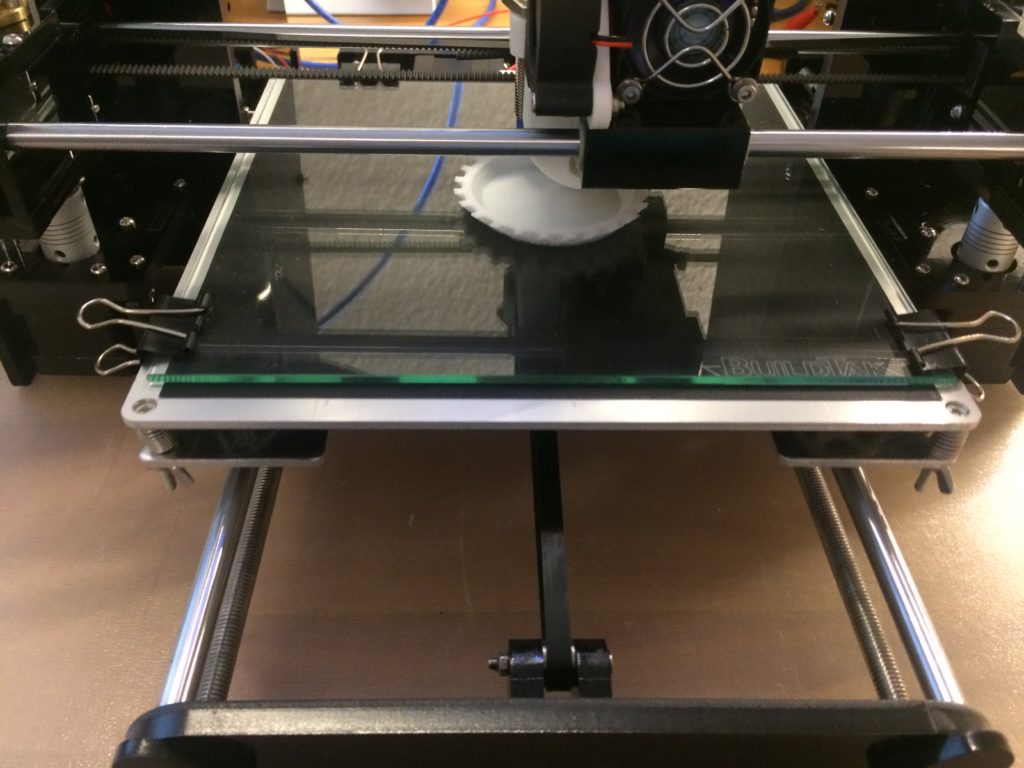
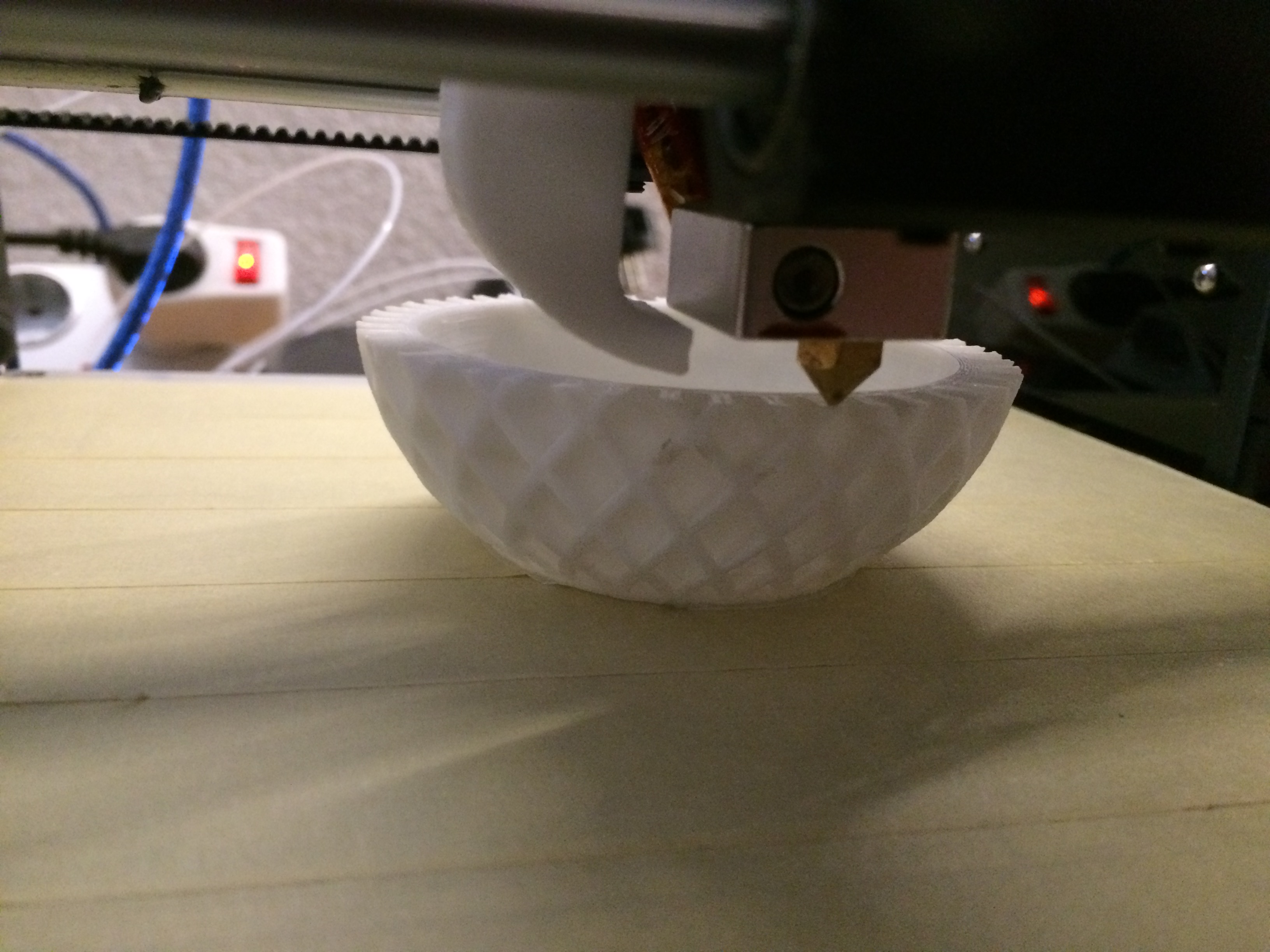
Info: Wärend der Aufnahme dieses Fotos wird gerade die zweite Version der Teelicht-Schale gedruckt.
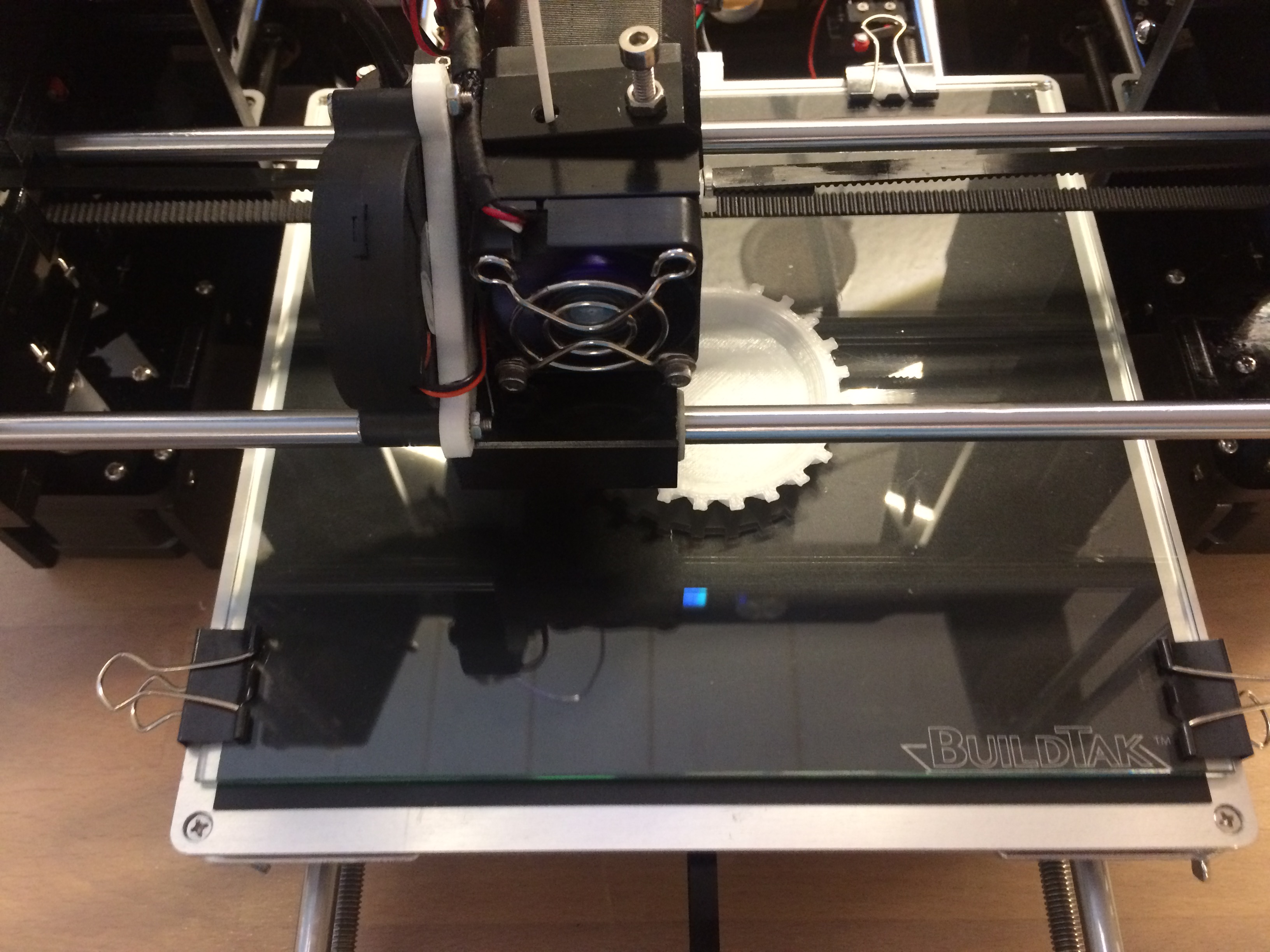
Befestigt wird das Glas mit einfachen Foldback-Klammern. Diese erlauben es, das Glas schnell zu demontieren, damit es vor jedem Druck schnell von eventuellen Verunreinigungen befreit werden kann.

Im nächsten Artikel wird der Einsatz eines kapazitiven Sensors für das Auto-Leveling (automatische Kalibrierung des Druck/Heiz-Betts) beschrieben.
Bis bald!